Fabrication industrielle
 MfgRobots >> Fabrication industrielle > >> Manufacturing Equipment >> commande numérique par ordinateur
MfgRobots >> Fabrication industrielle > >> Manufacturing Equipment >> commande numérique par ordinateur
commande numérique par ordinateur

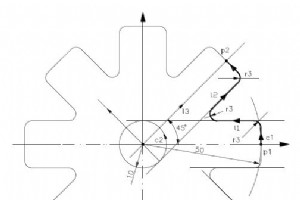
Exemple de programme de la série Osai 10 utilisant Osai GTL (langage de programmation géométrique de haut niveau). Exemple de programmation géométrique de haut niveau (GTL) Osai Répétitions de profil exécutées en 2 passes N1 (DIS,GTL EXAMPLE WITH ROTATION)N2 F...S...T2.2 M6N3 MSA=2N4 p1=X50 Y0N5 c
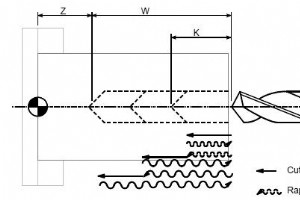
Macro de perçage Fanuc Peck Déplacez au préalable loutil le long des axes X et Z jusquà la position où un cycle de perçage commence. Spécifiez Z ou W pour la profondeur dun trou, K pour la profondeur dune coupe et F pour la vitesse davance de coupe pour percer le trou. La macro personnalisée suiva
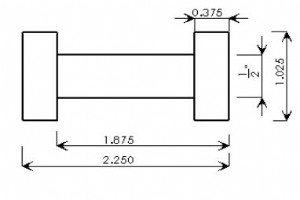
Soumis par :Vikram Résumé Programme de tour CNC qui usine une longue rainure dans laxe x en utilisant le cycle de rainurage G75, puis partie le même composant en utilisant le cycle de rainurage G75. Dessin/Image Programme CNC G90 G20 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X1.200;G01 X1.150 F3;G71 U
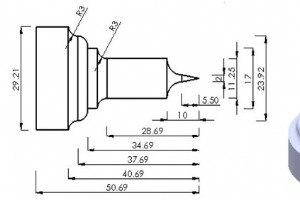
Soumis par :Vikram Résumé Programme de tour CNC qui découpe un contour extérieur complet sur un composant à laide du cycle de surfaçage G72. Dessin/Image Programme CNC G90 G21 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X31.0;G01 X30 F60;G72 W0.5 R0.2;G72 P2 Q3 ;N2 G01 Z-40.69; G03 X 23.92 Z-37.69 R3; G
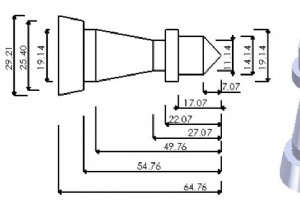
Soumis par :Vikram Résumé Programme de tour CNC qui usine un composant complet, le profil extérieur complet est tourné à laide du cycle de tournage G71, le cycle G71 est utilisé deux fois. Dessin/Image Programme CNC G90 G21 G18 G55;T0400 M06S2000 M03;G00 Z0.0; X31.0;G01 X30 F60;G71 U0.5R0.2;G71 P2
Soumis par :BEATA Résumé Exemple de programme CNC numérique utilisant les codes G G74 G77 G59 etc.G74 Activation du facteur déchelleG77 Branchement inconditionnel à une sous-routine ou à une séquence de blocs avec retourG59 Décalage de lorigine du programme Dessin/Image Programme CNC Main Program%
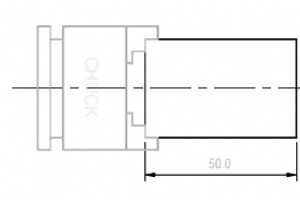
Soumis par :Programmeur CNC Résumé Programme de tour CNC pour percer une pièce en laiton à une profondeur de 40 mm avec un foret de 22 mm de diamètre. Dessin/Image Programme CNC G97 S1446 M03G00 T0101G00 X0.Z2.G74 R2.G74 Z-40. Q5000 F0.1G00 Z5.M05T0100G28 W0.G28 U0.M30
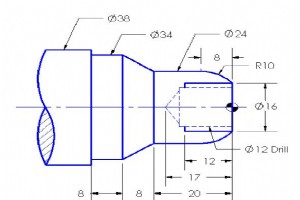
Soumis par :BEATA Résumé Programme de tour CNC pour couper le perçage de tournage extérieur et lalésage intérieur. Perçage ID avec cycle de perçage Peck G74Perçage ID avec interpolation linéaire G01 Dessin/Image Programme CNC %O0111 (EX.NO.1);(BILLET DIA38.0*L36.0);N1 (OPN OD PROFILE TURNING);N2 G
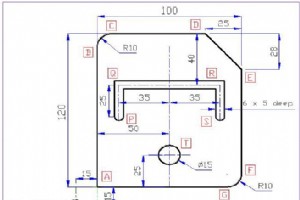
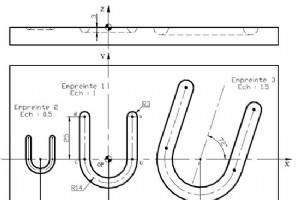
Soumis par :BEATA Résumé Q. Écrivez un programme de pièce CNC pour la figure illustrée Pour le fraisage latéral, prenez une vitesse de 1200 tr/min et une avance de 100 mm/minPour le perçage de trous, prenez une vitesse de 1200 tr/min et une avance de 80 mm/minPour le fraisage de rainures, prenez u
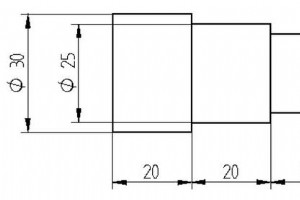
Soumis par :Vikram Résumé Écrivez un programme ISO pour lopération de tournage pas à pas du composant illustré sur la figure à laide de cycles fixes. Le diamètre de la pièce =30mm Dessin/Image Programme CNC N0 G90 F0.5 S1200 T0101 M03N10 G00 X30 Z2N11 G71 U0.5 R0.5N12 G71 P30 Q80 U0.05 W0.05N30 G0
Soumis par :Vikram Résumé Ecrire la programmation du tour CNC pour une machine contrôlée par FANUC en utilisant des cycles pré-programmés. Prenez le diamètre de la pièce à usiner =30 mm, profondeur de coupe =0,5 mm, vitesse =1200 tr/min. Assumer le flux et les autres données de manière appropriée.
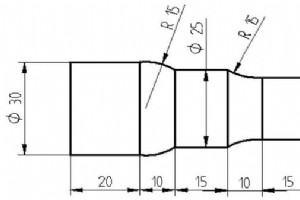
Soumis par :Vikram Résumé Écrire un programme de pièce pour un tour CNC contrôlé par FANUC pour le composant donné en utilisant un cycle fixe. Prenez la profondeur de coupe 0,5 mm et la vitesse 1200 tr/min. Présumez des conditions de coupe et des outils de coupe appropriés. Dessin/Image Programme
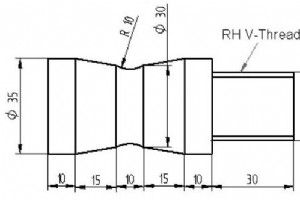
Soumis par :Vikram Résumé Écrivez le programme de tour CNC pour une machine contrôlée par FANUC en utilisant des codes de sous-programme. Prenez le diamètre de la pièce à usiner =40 mm, profondeur de coupe =0,5 mm, vitesse =1200 tr/min. Assumer le flux et les autres données de manière appropriée. D
Soumis par :Programmeur CNC Résumé Exemple de programmation de tour CNC utilisant G76 pour couper les filets à gauche sur le composant et le rainurage à laide du cycle de rainurage G75. Dessin/Image Programme CNC N0 G90 F0.2 S1200 T0101 M04N10 G00 X42 Z2N21 G71 U1 R0.5N22 G71 P50 Q90 U0.05 W0.05N5
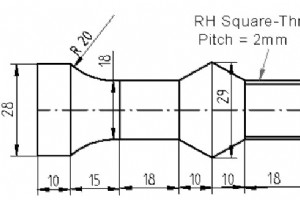
Soumis par :Programmeur CNC Résumé Programme de tour CNC pour couper le filetage LH (à gauche) sur un composantet également pour couper le profil du composant en utilisant le cycle de tournage G71,Gorgage en utilisant le cycle de rainurage G75.Écrire une programmation de pièce ISO pour le tour CNC
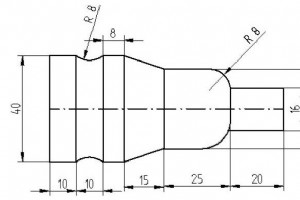
Soumis par :Vikram Résumé Écrire la programmation du tour CNC pour une machine contrôlée par FANUC. Prendre le diamètre de la pièce à usiner =30 mm, vitesse =1200 tr/min. Assumer le flux et les autres données de manière appropriée. Ce programme utiliseCycle de répétition de motif G73Cycle de filet
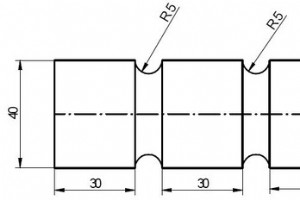
Soumis par :Vikram Résumé Programme de tour CNC qui appelle un sous-programme plusieurs fois pour couper le même motif.Le sous-programme utilise UW au lieu de XZ pour rendre le programme plus facile à comprendre et à déboguer. Dessin/Image Programme CNC Main Program:N5 G90 F0.2 S1200 T0101 M04N10
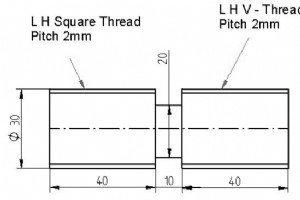
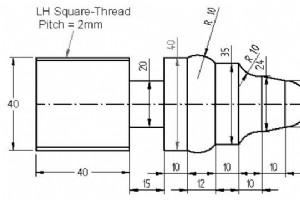
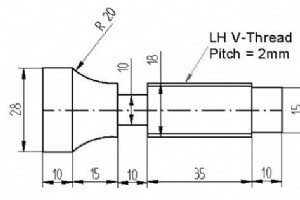
Soumis par :Vikram Résumé Les vis avec filetage aux deux extrémités (vis à cheville) peuvent être facilement fabriquées sur un tour CNC en utilisant le cycle de filetage G76.Le programme suivant coupe la même vis avec RH (filetage à droite) à une extrémité et LH (filetage à gauche) sur lautre extré
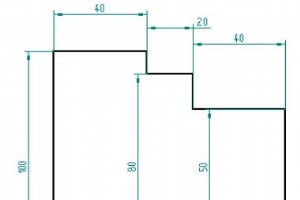
Soumis par :Jack Résumé Un programme cnc très simple à partir de mes exemples de classe cnc. Dessin/Image Programme CNC N05 G94 M06 T0101N10 G00 X0 Z0 M04 S600N15 G01 X50 F30N20 G01 Z-40N25 G01 X80N30 G01 Z-60N35 G01 X100N40 G01 Z-100N45 G00 X120N50 G00 Z10N55 M05N60 M30
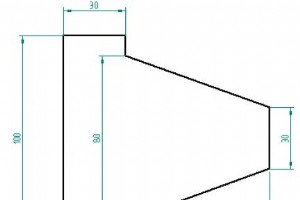
Soumis par :Brian Résumé Programme cnc très basique et simple pour couper le cône sur un tour cnc. Dessin/Image Programme CNC N05 G94 M06 T0101N10 G00 X0 Z0 M04 S600 N15 G01 X30 F30 N20 G01 X80 Z-70 N25 G01 X100 N30 G01 Z-30 N35 G00 X120 N40 G00 Z10 N55 M05 N60 M30
commande numérique par ordinateur