


Section de rainurage de composants avec le programme de tour CNC à cycle G75
Soumis par :Vikram
Résumé
Programme de tour CNC qui usine une longue rainure dans l'axe x en utilisant le cycle de rainurage G75, puis partie le même composant en utilisant le cycle de rainurage G75.
Dessin/Image
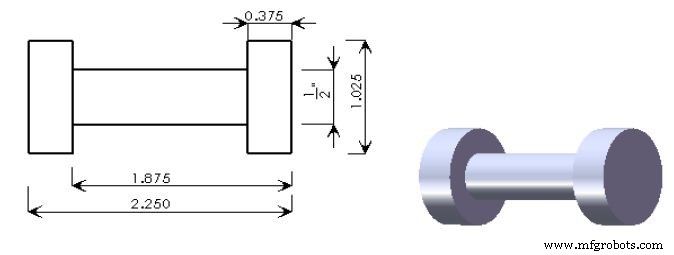
Programme CNC
G90 G20 G18 G55; T0400 M06; S2000 M03; G00 Z0.0; X1.200; G01 X1.150 F3; G71 U0.020 R0.010; G71 P2 Q3 ; N2 G01 X1.025; Z-2.420; N3 X1.150; G28 X0.0; G28 Z0.0; T0200 M06; G57; G00 Z-0.500; X1.300; G01 X 1.025 F1.5 S1000; G75 R0.010; G75X 0.500 Z-1.875 P 0.020 Q0.100 R-0.0001 F1.5; G00 X1.2; Z-2.375; G01 X1.025; G75 R0.010; G75 X 0.0 P0.020 R-0.0001 ; G28 X0.0; G28 Z0.0; M30;
Tournage de contour à l'aide du programme d'exemple de tour CNC à cycle de surfaçage G72
Macro personnalisée de tour Fanuc pour le perçage par perçage
commande numérique par ordinateur
- Tour avec CNC
- Exemple de programme CNC de cycle de rainurage Fanuc G75
- Perçage au tour CNC simple avec cycle de perçage Peck Fanuc G74
- Cycle de rainurage CNC Fanuc G75
- Cycle de rainurage Fanuc G75 format une ligne
- Tutoriel de programmation CNC du cycle de perçage frontal G74
- Exemple de programmation CNC de rainurage en cycle fixe G75
- Exemple de programme de cycle de perçage CNC G81
- Plaque de grille de perçage avec cycle de perçage G81 – Exemple de programme CNC