


Exemple de programmation CNC de rainurage en cycle fixe G75
G75 est le cycle de rainurage en abscisse.
Pour une description complète du cycle pré-programmé de rainurage G75, lisez ce Cycle de rainurage G75.
Pour le format d'une ligne (format d'un bloc) de Fanuc G75 lire Fanuc G75 Cycle de rainurage format une ligne.
Vous trouverez peut-être un autre exemple de programmation cnc du cycle de rainurage G75 ici Exemple de programme CNC du cycle de rainurage Fanuc G75.
Explication des paramètres du cycle de rainurage Fanuc G75
N10 G75 R N20 G75 X Z P Q R
G75 Premier bloc de programmation CNC
R =Montant du retour
G75 deuxième bloc de programmation CNC
X =profondeur de rainure.
Z =dernière position de rainure sur l'axe z.
P =incrément de perçage sur l'axe x
Q =pas en z- axe.
R =Dégagement à la fin de la coupe.
Exemple de programmation CNC de rainurage en cycle fixe G75
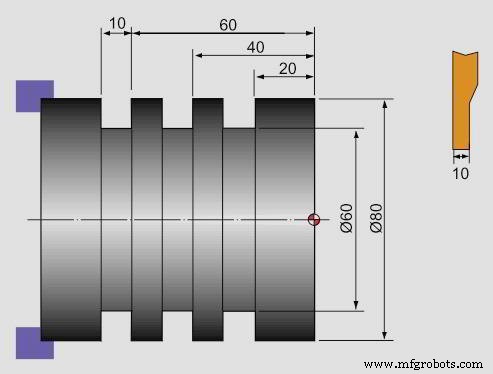
Exemple de programmation CNC de rainurage en cycle fixe G75
N10 G50 S500 T0100 N20 G97 S400 M03 N30 G00 X90.0 Z1.0 T0101 N40 X82.0 Z-60.0 N50 G75 R1.0 N60 G75 X60.0 Z-20.0 P3000 Q20000 F0.1 N70 G00 X90.0 N80 X200.0 Z200.0 T0100 N90 M30
commande numérique par ordinateur
- Exemple de programme CNC de cycle de rainurage Fanuc G75
- Exemple de programmation CNC de tour
- Programmation CNC pour débutants un exemple de programmation CNC
- Cycle de rainurage CNC Fanuc G75
- Exemple de programmation de tour CNC
- Exemple de programmation de tour CNC Fanuc
- Cycle de rainurage Fanuc G75 format une ligne
- Tutoriel de programmation CNC du cycle de perçage frontal G74
- G71 Code d'exemple de cycle de tournage d'ébauche - Programmation de tour CNC