


Macro personnalisée de tour Fanuc pour le perçage par perçage
Macro de perçage Fanuc Peck
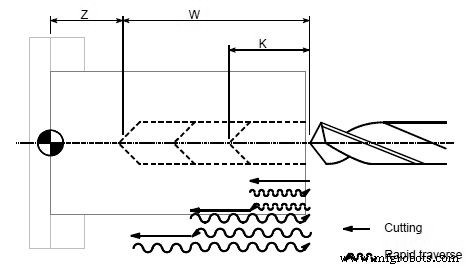
Déplacez au préalable l'outil le long des axes X et Z jusqu'à la position où un cycle de perçage commence. Spécifiez Z ou W pour la profondeur d'un trou, K pour la profondeur d'une coupe et F pour la vitesse d'avance de coupe pour percer le trou.
La macro personnalisée suivante fonctionne sur les commandes cnc Fanuc comme les séries FANUC 30i/31i/32i-MODEL A
Programmation
G65 P9100 Z K F
OU
G65 P9100 W K F
| Paramètre | Description |
|---|---|
| Z | Profondeur du trou (programmation absolue) |
| W | Profondeur du trou (programmation incrémentale) |
| K | Quantité de coupe par cycle |
| F | Avance de coupe |
Macro personnalisée
Programme principal
G50 X100.0 Z200.0 ; G00 X0 Z102.0 S1000 M03 ; G65 P9100 Z50.0 K20.0 F0.3 ; G00 X100.0 Z200.0 M05 ; M30
Programme macro
O9100; #1=0; (Clear the data for the depth of the current hole.) #2=0; (Clear the data for the depth of the preceding hole.) IF [#23 NE #0] GOTO 1; (If incremental programming, specifies the jump to N1.) IF [#26 EQ #0] GOTO 8; (If neither Z nor W is specified, an error occurs.) #23=#5002-#26; (Calculates the depth of a hole.) N1 #1=#1+#6; (Calculates the depth of the current hole.) IF [#1 LE #23] GOTO 2; (Determines whether the hole to be cut is too deep?) #1=#23; (Clamps at the depth of the current hole.) N2 G00 W-#2; (Moves the tool to the depth of the preceding hole at the cutting feedrate.) G01 W- [#1-#2] F#9; (Drills the hole.) G00 W#1; (Moves the tool to the drilling start point.) IF [#1 GE #23] GOTO 9; (Checks whether drilling is completed.) #2=#1; (Stores the depth of the current hole.) N9 M99 N8 #3000=1; (NOT Z OR U COMMAND Issues an alarm.)
Section de rainurage de composants avec le programme de tour CNC à cycle G75
Exemple de programmation géométrique de haut niveau (GTL) Osai
commande numérique par ordinateur
- La série de tours présente des commandes personnalisées
- Solution de stabilité d'outil pour le perçage de trous profonds
- Perçage au tour CNC simple avec cycle de perçage Peck Fanuc G74
- Exemple de programmation de tour CNC Fanuc
- Cycle de filetage G78 – Programmation du tour Fanuc
- Cycle de taraudage rigide Fanuc G84
- Macro G65 pour un contre-alésage
- Macro G65 pour hélice interne
- Créez votre propre cycle de perçage G81 via la macro Fanuc et l'appel modal G66