


Programme de macro Centroid G65 pour les fentes de profondeur et de longueur variables
Soumis par :programmeur cnc
Dessin/Image
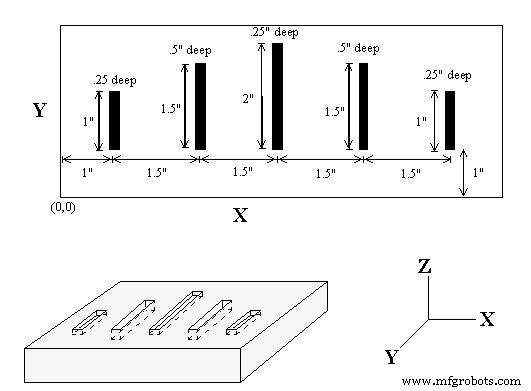
Programme CNC
;The main program would call this macro five times, ;each time specifying the depth and length required. ;macro variables would handle the length in the Y direction ;and depth in the Z direction Main Program G90 G0 X1 Y1 Z0.1 ;Move to first notch G65 P0002 L1 Y1 Z.25 ;Call macro and assign Y=1" and Z=.5" G90 G0 X2.5 Y1 G65 P0002 L1 Y1.5 Z.5 ;Call macro and assign Y=1.5" and Z=.5" G90 G0 X4 Y1 G65 P0002 L1 Y2 Z.25 ;Call macro again G90 G0 X5.5 Y1 G65 P0002 L1 Y1.5 Z.5 ;Call macro again G90 G0 X7 Y1 G65 P0002 L1 Y1 Z.25 ;Call macro again Sub Program O0002 G90 G1 Z0 F30 Z#Z F5 ;Cut to variable depth G91 Y#Y F10 ;Cut variable length G90 G0 Z0.1 ;Retract
Exemple de programme CNC conversationnel Heidenhain
Exemple de programme NCT G71 Cycle d'enlèvement de matière Tour CNC
commande numérique par ordinateur
- BMW et UTI proposent un programme MSTEP pour les militaires en transition
- Comment définir la longueur de fabrication des câbles et faisceaux
- Machine CNC à vendre :prix et recommandation
- Formation à la pompe à vide BECKER'S pour vous et moi
- Le meilleur niveau d'optimisation et d'organisation dans l'usine intelligente
- Usinage de prototype :avantages et inconvénients de la CNC pour le prototypage
- Processus de finition des pièces et des composants
- Macro G65 pour un contre-alésage
- Macro G65 pour hélice interne