


Exemple de programmation géométrique de haut niveau (GTL) Osai
Exemple de programme de la série Osai 10 utilisant Osai GTL (langage de programmation géométrique de haut niveau).
Exemple de programmation géométrique de haut niveau (GTL) Osai
Répétitions de profil exécutées en 2 passes
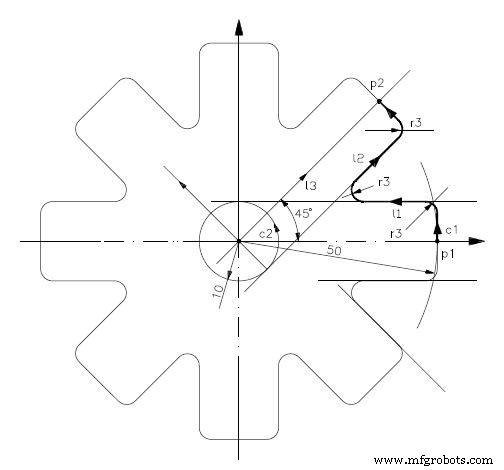
N1 (DIS,"GTL EXAMPLE WITH ROTATION") N2 F...S...T2.2 M6 N3 MSA=2 N4 p1=X50 Y0 N5 c1=I0 J0 r50 N6 c2=I0 J0 r10 N7 l1=c2,a180 N8 l3=X0 Y0,a45 N9 l2=c2,a45 N10 p2=l3,c1,s2 N11 GX60 Y0 N12 Z-2 "START" N13 N14 E25=0 N15 (RPT,8) N16 (ROT,E25) N17 G21 G42 p1 N18 c1 N19 r3 N20 l1 N21 r-3 N22 l2 N23 r3 N24 c1 N25 G20 G40 p2 N26 E25=E25+45 N27 (ERP) N28 (ROT,0) "END" N29 N30 MSA=0 N31 (EPP,START,END) N32 GZ20 N33 XY M30
commande numérique par ordinateur
- Exemple de programmation CNC de tour
- Programmation CNC pour débutants un exemple de programmation CNC
- Exemple de programmation de tour CNC
- Exemple de programmation de tour CNC Fanuc
- Cycle de filetage G76 dans un exemple de programmation CNC
- Exemple de programmation d'un centre d'usinage CNC
- Exemple de programmation d'arc CNC G02 G03
- Exemple de programmation Sinumerik 810 Fraiseuse CNC
- Exemple de programmation par électroérosion à fil