


Exemple de programmation Sinumerik 810 Fraiseuse CNC
Exemple de programmation Siemens Sinumerik 810 pour montrer comment les machinistes cnc peuvent usiner le rayon d'angle.
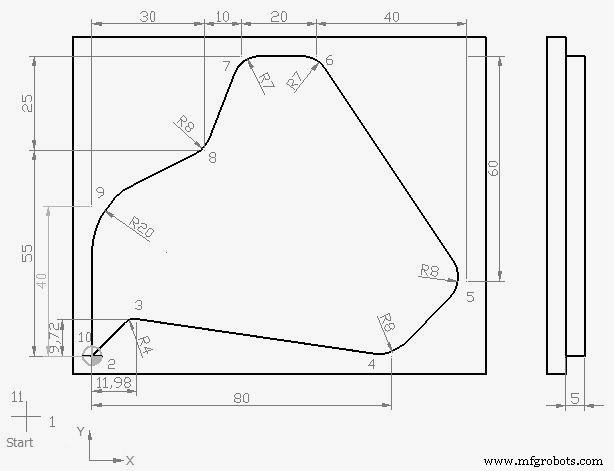
La commande CNC Sinumerik 810 utilise U+ pour le rayon (voir l'exemple ci-dessous).
La commande CNC Sinumerik 810 utilise U- pour le chanfrein.
U doit être une valeur numérique positive comme par exemple U5, cela dessinera un rayon de 5 mm.
Pour le réglage du décalage d'outil sur Sinumerik 810, lisez Réglage du décalage de travail sur la fraiseuse CNC Hermle UWF 851 avec commande Sinumerik
Cet exemple de programmation cnc fonctionne sur,
- SINUMERIK 810G
- SINUMERIK 820G
Exemple de programmation Sinumerik 810
Exemple de programmation Sinumerik 810
N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G42 X0 Y0 N40 X10 Y10 U4 N45 X80 Y0 U8 N50 X100 Y20 U8 N55 X60 Y80 U7 N60 X40 Y80 U7 N65 X30 Y55 U8 N70 X0 Y40 U20 N80 X0 Y0 N85 G40 X-20 Y-20 N90 G00 Z50 N95 Y100 N100 M30
Explication des codes G Sinumerik 810
G00 :Déplacement rapide.
G54 :Décalage zéro no. 1.
G64 :Fonctionnement en trajectoire continue.
G90 :Système de cotation absolue.
G17 :Sélection du plan X-Y.
G42 :Activation de la compensation du rayon de fraise (mouvement à droite)
G40 : Compensation de rayon de fraise désactivée
S : Vitesse de la broche
F : Avance du mouvement de l'axe
M : Déplacement de la fraise (3=sens horaire, 4=sens anti-horaire)
D :Outil n°
M30 :Fin du programme principal
commande numérique par ordinateur
- Programmation CNC pour débutants un exemple simple de programmation CNC
- Exemple de programmation CNC de tour
- Programmation CNC pour débutants un exemple de programmation CNC
- Exemple de programmation de tour CNC
- SINUMERIK 840D Programmation de l'utilisation de la boucle WHILE
- Exemple de programmation de tour CNC Fanuc
- Programmation CNC Sinumerik 840D
- Filetage conique avec G32 un exemple de programmation CNC
- Cycle de filetage G76 dans un exemple de programmation CNC