


Exemple de programmation Osai GTL
Exemple de programmation Osai GTL pour les machinistes cnc qui travaillent sur des machines cnc avec des commandes cnc Osai 10 Series.
Exemple de programmation Osai GTL
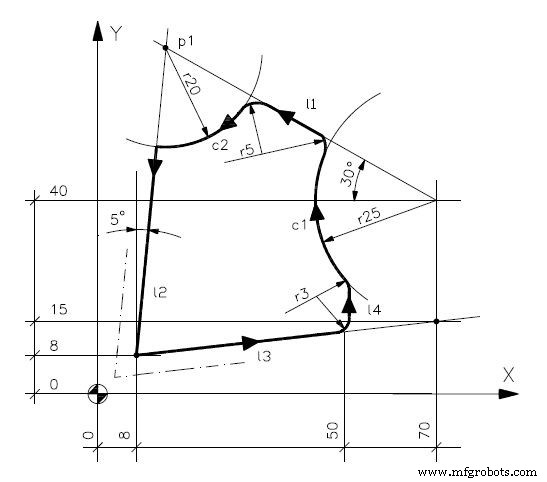
N1 (DIS,"EXAMPLE GTL") N2 l1=X70Y40,a150 N3 l2=X8Y8,a-95 N4 p1=l1,l2 N5 l3=X8Y8,X70Y15 N6 l4=X50Y,a90 N7 c1=I70J40 r-25 N8 c2=p1,r-20 N9 F250 S800 T1.1 M6M3 N10 GXY N11 Z-10 N12 G21G42l2 N13 l3 N14 r3 N15 l4 N16 r3 N17 c1 N18 r5 N19 l1 N20 r5 N21 c2s2 N22 l2 N24 G20 G40 l3 N25 GZ2 N23 XY M30
commande numérique par ordinateur
- Exemple de programmation CNC de tour
- Programmation CNC pour débutants un exemple de programmation CNC
- Exemple de programmation de tour CNC
- Exemple de programmation de tour CNC Fanuc
- Cycle de filetage G76 dans un exemple de programmation CNC
- Exemple de programmation d'un centre d'usinage CNC
- Exemple de programmation d'arc CNC G02 G03
- Exemple de programmation Sinumerik 810 Fraiseuse CNC
- Exemple de programmation par électroérosion à fil