Fabrication industrielle
 MfgRobots >> Fabrication industrielle > >> Manufacturing Equipment >> commande numérique par ordinateur
MfgRobots >> Fabrication industrielle > >> Manufacturing Equipment >> commande numérique par ordinateur
commande numérique par ordinateur

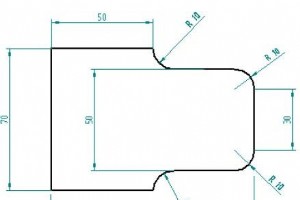
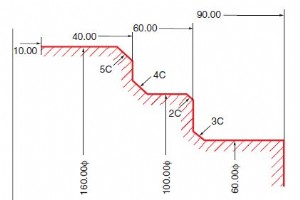
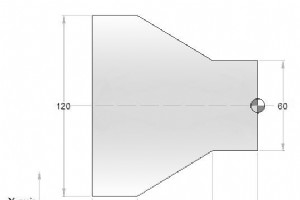
Soumis par :Brian Résumé Un exemple de programme de tour cnc basique et facile à comprendre pour usiner le rayon darc avec les codes G G02 G03 Dessin/Image Programme CNC N05 G94 M06 T0101 N10 G00 X0 Z0 M04 S360 N15 G01 X30 F30 N20 G03 X50 Z-10 R10 N25 G01 Z-40 N30 G02 X70 Z-50 R10 N35 G01 Z-100 N4
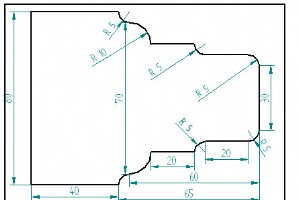
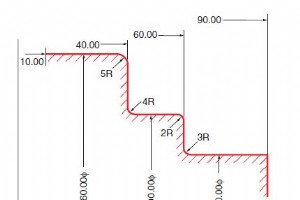
Soumis par :Brian Résumé Code dexemple de programme de tour CNC pour usiner plusieurs rayons darc sur un composant. Dessin/Image Programme CNC N05 G94 M06 T0101 N10 G00 X0 Z0 M04 S600 N15 G01 X30 F30 N20 G03 X40 Z-5 R5 N25 G01 Z-25 N30 G02 X50 Z-30 R5 N35 G01 Z-50 N40 G03 X70 Z-60 R10 N45 G02 X80

Sherline CNC G Codes M Codes liste complète pour les machinistes cnc qui travaillent sur la fraiseuse/tour cnc Sherline. En savoir plus sur Sherline CNC Explication des pièces principales du tour CNC Sherline Explication des pièces principales du broyeur CNC Sherline Codes Sherline G Code G Fon

Pièces de tour cnc Sherline et leurs fonctions. En savoir plus sur Sherline CNC Sherline G Codes M Codes Explication des pièces principales du broyeur CNC Sherline Pièces principales du tour CNC Sherline
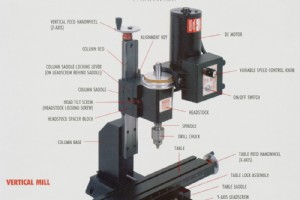
Pièces de fraisage cnc Sherline (VMC) et leurs fonctions. En savoir plus sur Sherline CNC Sherline G Codes M Codes Explication des pièces principales du tour CNC Sherline Pièces principales du broyeur CNC Sherline

Composants et connexions du système CNC Sherline. Composants du système 1) Volant manuel 1-5/8″2) Moteur pas à pas sur axe Z3) Support de moteur pas à pas4) Broyeur vertical Sherline avec accessoires standard (modèle 2000 illustré)5) CD dinstallation de sauvegarde Linux/EMC2, CD dinstructions She

Cet article concerne la commande de programme STOPRE Sinumerik 840D. Siemens Sinumerik 840D est une commande cnc avancée. Lune des capacités du contrôle cnc Sinumerik 840D est que Sinumerik 840D Pré-traitement commandes du programme pièce avant lexécution eux. En termes simples, Sinumerik 840D

Pour certaines raisons, lune des barres dalésage dun tour cnc a été complètement endommagée, alors jai juste remplacé la barre dalésage endommagée par une nouvelle, ici je vais raconter toute lhistoire du remplacement de loutil. Eltro Pilot M Jai remplacé la barre dalésage sur lune des machines CNC

Listes complètes de codes G Codes M pour Sodick Wire EDM avec commandes CNC Mark 25 Mark 21. Liste des codes G Code G Description G00 Mouvement rapide (apparaît sous forme de ligne pointillée dans les graphiques) G01 Mouvement de coupe en ligne droite G02 Mouvement de coupe circulaire - dans le
Soumis par :Vikram Résumé Exemple de programme CNC pour les machines CNC Sodick Wire Cutting EDM avec commandes CNC Mark 21 / Mark 25. Dessin/Image Programme CNC N005 G54 (SELECT COORDINATE SYSTEM A00)N010 G92 X.250 Y-.300 (SET PROGRAM ZERO)N015 G90 (SELECT ABSOLUTE MODE)N020 C411 (SELECT CUTTING
Okuma G75 C-chanfrein Okuma G75 G Code est utilisé pour chanfreiner une arête vive. G75 nest efficace quen mode G01. G75 est non modal et actif uniquement dans le bloc commandé. Programmation Okuma G75 G75 X Z L Paramètres Paramètre Description X, Z Coordonnées du point dintersection. L Taille
Okuma G76 Arrondi Okuma G76 G Code est utilisé pour arrondir les arêtes vives. G76 nest efficace quen mode G01. G76 est non modal et actif uniquement dans le bloc commandé. Programmation Okuma G76 G76 X Z L Paramètres Paramètre Description X, Z Coordonnées du point dintersection L Rayon du cerc

Liste des codes M Anilam 4200T pour les programmeurs machinistes cnc qui travaillent sur des tours CNC avec des commandes CNC Anilam 4200T. Quest-ce que le code M (fonction diverse) Codes M (Divers) Effectue diverses fonctions (M) telles que la broche avant/arrière/arrêt et le liquide de refroidi
Exemple de programme de tour CNC GSK 980 TDc illustrant comment utiliser le cycle de tournage G90,Dans cet exemple de programme CNC, le cycle de tournage G90 est utilisé deux fois,le premier cycle G90 est utilisé pour le réglage droitpuis le cycle G90 est utilisé pour le tournage conique. Exemple de
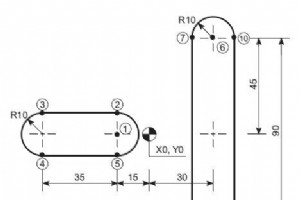
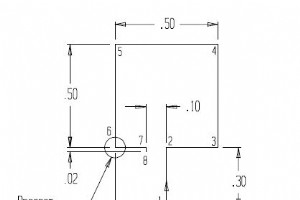
Testez vos compétences en programmation cnc en entrant les valeurs de coordonnées correctes pour le dessin donné. Test de compétence de programmation CNC 1 Votre note : Total :Correct :Incorrect :Pourcentage : Réponses correctes Point X O 1 -15 0 2 -15 10 3 -50 10 4 -50 -10 5 -15 -10 6 30
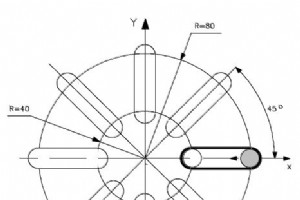
Cet exemple de programme CNC de la série Osai 10 montre comment utiliser la rotation plane (ROT) avec la répétition (RPT) et la programmation paramétrique. Exemple de programme CNC de la série Osai 10 (UGS, X, -100, 100, Y, -100, 100)N148 (DIS, ...)N149 S1500 T5.5 M6N150 E25 =0N151 (RPT, 8)N152 (
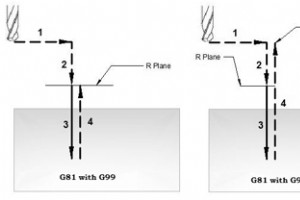
Le cycle de perçage NCT G81 est utilisé pour les opérations simples de perçage/perçage. Programmation G17 G81 X... Y... Z... R... F.. L...G18 G81 Z... X... Y... R... F... L...G19 G81 Y... Z... X... R... F... L.. Paramètres Les définitions suivantes du tableau X,Y,Z fonctionneront pour le plan G17,
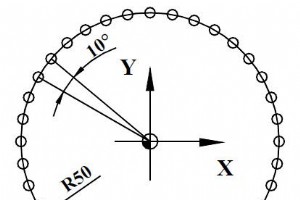
Exemple de programme NCT pour montrer comment le cycle de perçage G81 peut être utilisé pour percer dans un cercle à laide des commandes de coordonnées polaires G15 G16 et du cycle de perçage G81. Codes G Code G Fonction G15 annulation de la commande de coordonnées polaires G16 commande de coordon
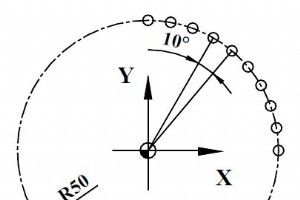
Exemple de programme NCT pour montrer comment percer une partie dun cercle avec le cycle de perçage G81 et les commandes de coordonnées polaires G15 G16. Codes G Code G Fonction G15 annulation de la commande de coordonnées polaires G16 commande de coordonnées polaires G81 cycle de forage, pointag

Liste des codes derreur des alarmes système/entraînement Mazak pour MAZATROL MATRIX, etc. Pour les autres listes dalarmes Mazak, visitez les pages suivantes. Erreur système/lecteur Mazak (n° 1 – n° 99, n° 1000 – n° 1099) Erreur de contrôle de la machine CNC Mazak (N° 100 – N° 199, N° 1100 – N° 1
commande numérique par ordinateur