


Okuma G76 Arrondi
Okuma G76 Arrondi
Okuma G76 G Code est utilisé pour arrondir les arêtes vives.
- G76 n'est efficace qu'en mode G01.
- G76 est non modal et actif uniquement dans le bloc commandé.
Programmation Okuma G76
G76 X Z L
Paramètres
| Paramètre | Description |
|---|---|
| X, Z | Coordonnées du point d'intersection |
| L | Rayon du cercle arrondi. Le signe est déterminé par la direction du mouvement de l'axe ; "+" lorsque l'axe Z (axe X) se déplace dans le sens positif après l'axe X (axe Z ) mouvement. "-" lorsque l'axe Z (axe X) se déplace dans le sens négatif après le mouvement de l'axe X (axe Z). |
Exemple de programme Okuma G76
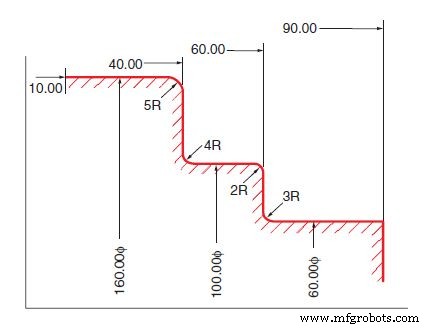
: : N101 G01 X60 Z92 F0.1 N102 G76 Z60 F0.05 L3 N103 G76 X100 L-2 N104 G76 Z40 L4 N105 G76 X160 L-5 N106 Z10 : :
commande numérique par ordinateur
- 4 décisions essentielles pour l'arrondissage des coins
- Cycle de filetage CNC Fanuc G76
- Filetage conique avec cycle de filetage Fanuc G76
- Contrôle de l'angle d'alimentation du filetage avec le cycle de filetage Fanuc G76
- Cycle de filetage Fanuc G76 pour les nuls
- Cycle de filetage G76 dans un exemple de programmation CNC
- Cycle pré-programmé de filetage Mach3 Turn G76
- Cycle de filetage Haas G76 à passes multiples
- Cycle d'alésage fin Fanuc G76 – Fraiseuse CNC