


Cycle pré-programmé de filetage Mach3 Turn G76
Mach3 Turn Threading Le cycle pré-programmé G76 est utilisé pour le filetage sur un tour cnc contrôlé par le logiciel Mach3 Turn.
Il existe d'autres options pour le filetage avec Mach3 Turn comme le code G de filetage G32, mais rappelez-vous que G32 n'est pas un cycle de filetage, donc le machiniste cnc doit faire un codage supplémentaire pour chaque passe de filetage.

Filetage par tour Mach3
Le cycle pré-programmé de filetage Mach3 Turn G76 rend le filetage très facile, une seule ligne de code est nécessaire pour programmer le cycle de filetage.
Les avantages supplémentaires du cycle G76 de filetage Mach3 Turn sont qu'avec seulement quelques changements de valeur, les machinistes cnc peuvent personnaliser leurs opérations de filetage.
Avec le cycle de filetage Mach3 Turn G76, les machinistes cnc peuvent effectuer un filetage interne ou externe pour
- filetages droits
- filetages coniques
- Threads à démarrage multiple.
Format du cycle de filetage Mach3 Tour G76
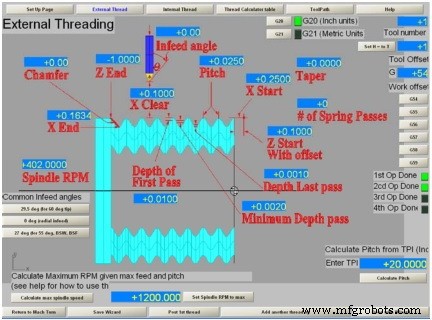
G76 X Z Q P H I R K L C B T J
X – Valeur finale sur l'axe des x.
Z – Valeur finale sur l'axe des z.
Q – Nombre de passages du ressort. (facultatif)
P – Pas de filetage
H – Profondeur de la première passe et des passes suivantes.
I – Angle d'alimentation.
R – Point de départ du filetage sur l'axe x (facultatif) .
K – Point de départ du filetage sur l'axe z (facultatif)
L – Chanfrein – dépassement du filetage (facultatif)
C – Jeu sur l'axe X pour un retour rapide.
B – Profondeur dernière passe (facultatif)
T – Conicité (facultatif)
J – Profondeur minimale par passe (facultatif)
Explication
Explication du cycle pré-programmé de filetage Mach3 Turn G76
C – donne le dégagement X pour le mouvement de retour rapide. Il est toujours spécifié comme positif et Mach3 gère le sens inverse pour un filetage interne.
Q - donne le nombre de passages du ressort (c'est-à-dire les coupes à la position finale X).
I – donne l'angle de pénétration en degrés. Il s'agit de zéro pour l'alimentation radiale et généralement de 29 ou 29,5 degrés pour un filetage métrique unifié ou ISO ou de 27 degrés pour les formes à angle de 55 degrés comme BSW ou BSF.
L - l'angle de retrait ou de chanfrein est un "angle de rotation" et non un chanfrein réel.
L90 se rétracterait sur 1/4 de tour
L360 serait de 1 tour.
L720 serait de 2 rév.
commande numérique par ordinateur
- Cycle de filetage G76 – Au-delà des bases
- Cycle de filetage CNC Fanuc G76
- CNC Fanuc G72 Cycle fixe Façage
- Filetage conique avec cycle de filetage Fanuc G76
- Cycle de filetage Fanuc G76 pour les nuls
- Cycle de filetage CNC Fanuc G92
- Cycle de filetage G76 format une ligne pour Fanuc 10/11/15T
- Filetage conique avec cycle de filetage G92
- Comment contrôler entièrement le nombre de cycles de filetage G76 et la profondeur de coupe expliqués