


CNC Fanuc G72 Cycle fixe Façage
Cycle de surfaçage Fanuc G72
Si vous avez passé du temps sur une machine cnc avec contrôle fanuc dans un atelier de machine cnc, alors vous avez sûrement utilisé G72 Canned Cycle Facing et cycle de tournage cnc G71.
Parce que la programmation de cycles cnc dans fanuc cnc control est tout simplement facile.
Pourquoi utilisons-nous des cycles cnc lire les avantages et les inconvénients des cycles de programmation cnc. Dans cet article, je vais développer l'utilisation et la programmation du G72 Canned Cycle Facing sur commande cnc Fanuc.
Pour le cycle de tournage Fanuc G71, lisez cet article sur G71.
La commande cnc Fanuc est largement utilisée, sans aucun doute l'une des commandes cnc préférées des programmeurs cnc, en raison de sa facilité de programmation et de sa durabilité.
Programmation
G72 W R G72 P Q U W
Paramètres
Premier bloc
| Paramètre | Description |
|---|---|
| W | Profondeur de coupe. |
| R | Valeur renvoyée après la fin d'une coupe. |
Deuxième bloc
| Paramètre | Description |
|---|---|
| P | Numéro de bloc de début de contour. |
| Q | Numéro de bloc de fin de contour. |
| U | Allocation de finition sur l'axe des x. |
| W | Allocation de finition sur l'axe z. |
| S | Vitesse de broche pendant le cycle G71. |
| F | Vitesse d'avance (supprime les vitesses d'avance données entre le bloc P et le bloc Q) |
| S | Vitesse de broche (supprime la vitesse de broche donnée entre le bloc P et le bloc Q) |
Remarques
P &Q - Les blocs de programme cnc entre le numéro de bloc P et le numéro de bloc Q seront répétés jusqu'à ce que la dimension finale ne soit pas atteinte.
F (avance) - L'avantage d'utiliser F (avance) dans le deuxième bloc G72 est que pendant le cycle de dressage, la machine utilisera cette vitesse d'avance et ignorera toutes les vitesses d'avance données entre le bloc P et le programme de bloc Q.
La vitesse d'avance donnée entre le programme de bloc P et de bloc Q ne sera utilisée que si vous appelez le cycle de finition G70 plus tard dans le programme avec les mêmes numéros de bloc P et de bloc Q.
C'est un moyen très pratique pour le machiniste cnc possibilité de conserver des vitesses d'avance différentes pour les "coupes de surfaçage grossier" et la "coupe de finition finale".
S (vitesse de broche) - fonctionne de la même manière pour conserver des vitesses différentes pour les coupes d'ébauche et de finition.
Exemple de cycle de surfaçage Fanuc G72
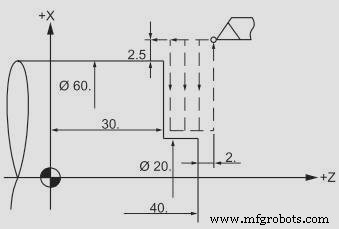
Surfaçage à cycle fixe CNC Fanuc G72
N5 G00 X65 Z42 N6 G72 W2 R2 N7 G72 P8 Q9 U0 W0 F0.3 N8 G00 Z30 N9 G01 X20
commande numérique par ordinateur
- Cycle de filetage CNC Fanuc G76
- Exemple de programme CNC de cycle de rainurage Fanuc G75
- Cycle de rainurage CNC Fanuc G75
- Cycle de répétition de motif CNC Fanuc G73
- Liste des codes Fanuc G
- Cycle de filetage CNC Fanuc G92
- G90 Cycle de tournage Fanuc – Exemple de code de programme CNC
- Exemple de programmation CNC de rainurage en cycle fixe G75
- G72 Face Cycle Format une ligne pour Fanuc 10T 11T 15T