


Exemple de programme d'arrondissage et de chanfreinage Haas
Soumis par :Programmeur CNC
Résumé
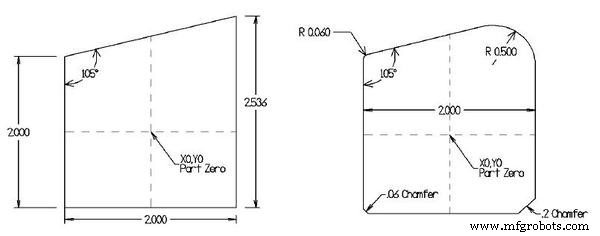
Arrondissement et chanfreinage d'angle Haas
Pour les chanfreins, C avec la longueur du chanfrein indiquée est utilisé.
Pour les rayons a, R avec la taille du rayon indiqué.
Le bloc de chanfreinage ou d'arrondi d'angle peut être inséré entre deux blocs linéaires ou G01. Ces deux blocs spécifient un coin de l'intersection des deux mouvements linéaires.
Dessin/Image
Programme CNC
O00025 T2 M06 (.5 END MILL) (D=.5) G00 G90 G54 X-1.5 Y0 S5000 M03 G43 H02 Z1. M08 G01 Z-0.5 F80. G01 G41 D02 Y-0.5 F80. G03 X-1. Y0 R0.5 F50. G01 Y1. ,R0.06 G01 X1. Y1.5359 ,R0.5 G01 Y-1. ,C0.2 G01 X-1. ,C0.06 G01 Y0 G03 X-1.5 Y0.5 R0.5 G01 G40 Y0 G00 G90 Z0.1 M09 G53 Z0 M30
commande numérique par ordinateur
- Exemple de programme CNC de cycle de répétition de motif CNC Fanuc G73
- Exemple de programme CNC Fanuc
- Exemple de programmation CNC en pouces Programme de tour CNC simple
- Exemple de programme Haas G71
- G01 Chanfrein et arrondi d'angle dans un exemple de programme CNC
- Exemple de programme de chanfrein et de rayon avec G01
- Exemple de programme de commande d'arc de trou de boulon Haas CNC G71
- Répéter le perçage avec le cycle de perçage G81 et le programme d'exemple G91
- Appel de sous-programme local Haas CNC M97 avec exemple de programme CNC