


Exemple de programme Haas G71
Le tour cnc Haas utilise la syntaxe à une ligne du cycle pré-programmé d'ébauche G71.
Cet exemple de programme cnc montre l'utilisation du cycle de tournage G71 pour l'ébauche ID (Ébauche intérieure).
Vous aimerez peut-être
- Format sur une ligne du cycle de tournage d'ébauche G71
- Cycle de tournage CNC Fanuc G71 ou cycle fixe d'enlèvement de matière (format à deux lignes)
- Exemple de programme de cycle de tournage d'ébauche et de finition Fanuc G70 G71
- Exemple de programmation CNC avec cycle de tournage d'ébauche Fanuc G71 et G70
1 - Une barre d'alésage est utilisée pour toute l'opération d'ébauche avec G71 Cycle de tournage d'ébauche.
2 – La même barre d'alésage est utilisée pour la coupe de finition avec le cycle de finition G70.
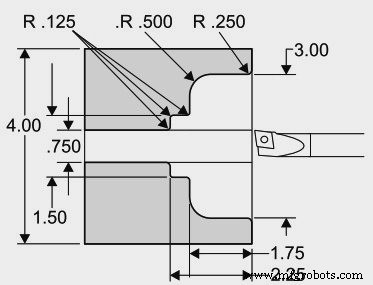
Exemple d'utilisation d'un Haas G71 pour I.D. Ébauche et finition.
Exemple de programme CNC Haas
Exemple de programme Haas G71
O1136 N1 T101 N2 G97 S2000 M03 N3 G54 G00 X0.7 Z0.1 M08 N4 G71 P5 Q12 U-0.01 W0.005 D0.08 F0.01 N5 G00 X4.5 N6 G01 X3. R.25 F.005 N7 Z-1.75 R.5 N8 X1.5 R.125 N9 Z-2.25 R.125 N10 X.75 R.125 N11 Z-3. N12 X0.73 N13 G70 P5 Q12 N14 M09 N15 G53 X0 G53 Z0 M30
Explication du programme CNC Haas
N1 – Outil 1 Décalage 1
N3 – Rapide à la position de départ
N4 – U est un moins pour G71 I.D. Ebauche
N5 – N5 est le début de la géométrie de la trajectoire de la pièce définie par P5 dans la ligne G71
N12 – N12 est la géométrie de la fin de la trajectoire de la pièce définie par Q12 dans la ligne G71
N13 – G70 Définit une passe de finition pour les lignes P5 à Q12
N15 - Pour renvoyer la machine à la maison pour un changement d'outil
commande numérique par ordinateur
- Exemple de programme CNC de cycle de rainurage Fanuc G75
- Fanuc G70 G71 Exemple de programme de cycle de tournage d'ébauche et de finition
- G90 Cycle de tournage Fanuc – Exemple de code de programme CNC
- Exemple de programme de fraisage CNC à cycle pré-programmé de perçage G81
- Exemple de programme de cycle de perçage CNC G81
- Exemple de programme CNC de cycle de surfaçage Fanuc G94
- Exemple de programme de cycle fixe de surfaçage Fanuc G72
- Exemple de programme Exemple Fanuc G72 Cycle de surfaçage format ligne unique
- Exemple de programme de commande d'arc de trou de boulon Haas CNC G71