


Cycle de tournage G90
Format du cycle de tournage G90
Le cycle de tournage G90 est appelé avec de nombreux noms comme,
Cycle fixe G90, Cycle de coupe droite G90, Cycle de tournage d'ébauche G90, Cycle fixe de tournage d'ébauche G90, Cycle de boîte G90.
Le cycle de tournage G90 est utilisé pour le tournage simple, mais plusieurs passes sont possibles en spécifiant l'emplacement sur l'axe X des passes supplémentaires.
Connexe :Cycle de tournage G90 Fanuc - Exemple de code de programme CNC
Le cycle pré-programmé de tournage d'ébauche G90 peut être utilisé pour
- Virage droit.
- Opération ennuyeuse.
- Découpe conique.
Programmation
G90 X... Z... I...
ou
G90 X... Z... R...
Paramètres
| Paramètre | Description |
|---|---|
| X | Diamètre à couper. |
| Z | Point final sur l'axe z. |
| Q | Angle au point de départ. |
| I ou R | Distance et direction du cône (valeur du rayon). |
Remarque - certaines commandes cnc utilisent "I" pour la conicité dans le cycle de coupe droite G90 et certaines commandes cnc plus récentes utilisent "R" pour la valeur conique.
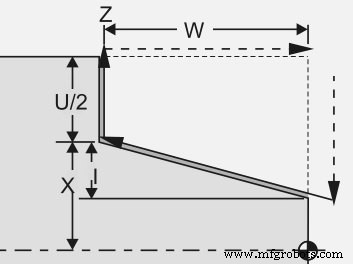
Valeurs incrémentielles
Vous pouvez utiliser des valeurs incrémentales telles que U et W au lieu de X et Z dans le cycle de tournage G90.
G90 U... W...
U - distance incrémentielle sur l'axe x à la cible.
W - distance incrémentielle sur l'axe z à la cible.
Travail/ Fonctionnement
- Amenez l'outil à la position de départ.
- Effectuer une coupe avec un cycle de tournage G90 en donnant des valeurs X Z
- Effectuez des coupes/passes supplémentaires en donnant simplement des valeurs sur l'axe X (les passes supplémentaires sont facultatives)
- Terminer le cycle de tournage G90 en faisant une commande de mouvement avec G00, G01 etc.
Le cycle de tournage G90 nous permet de contrôler chaque profondeur de passe.
Exemple de programme CNC
G30 U0 W0 G50 S2000 T0100 G96 S200 M03 G00 X56.0 Z2.0 T0101 M08 G90 X51.0 W-32.0 F0.25 X46.0 X41.0 X36.0 X31.0 X30.0 G30 U0 W0 M30
Explication du code
Comme vous pouvez le voir dans le code de programme cnc ci-dessus,
La première coupe est faite à X51
La deuxième coupe est faite à X46
La troisième coupe est faite à X41
…
La dernière coupe est faite à X30
Annulation du cycle de tournage G90
Le cycle de tournage G90 est un code G modal.
Code G « modal » signifiant qu'ils restent en vigueur jusqu'à ce qu'ils soient annulés ou remplacés par un code G contradictoire.
Cela signifie que le cycle de tournage G90 reste actif jusqu'à ce qu'une autre commande de mouvement soit donnée comme G00, G01, etc. Comme dans l'exemple de programme cnc ci-dessus, le code G90 G est annulé avec le code G30 G.
En termes simples, le cycle de tournage G90 doit être terminé en effectuant une commande de mouvement telle que G00, G01, etc.
Cycle de tournage G90 par rapport au cycle de tournage G71
Le cycle de tournage G90 ne peut effectuer que des coupes droites et coniques, vous ne pouvez pas couper d'arc (interpolation circulaire) avec le cycle de tournage G90.
Au lieu de cela, le cycle de tournage G71 coupe droit, conique et en arc également.
commande numérique par ordinateur
- Services de tournage CNC de précision
- Fraisage Tournage
- Fraisage Tournage Différences
- Fraisage Tournage Services
- Fraisage Tournage Automatisation
- QU'EST-CE QUE LE TOURNAGE DUR ?
- Fanuc G70 G71 Exemple de programme de cycle de tournage d'ébauche et de finition
- G71 Cycle de tournage d'ébauche Format sur une ligne
- G71 Code d'exemple de cycle de tournage d'ébauche - Programmation de tour CNC