


Exemple de programme de cycle de tournage G90 GSK 980 TDc
Exemple de programme de tour CNC GSK 980 TDc illustrant comment utiliser le cycle de tournage G90,
Dans cet exemple de programme CNC, le cycle de tournage G90 est utilisé deux fois,
le premier cycle G90 est utilisé pour le réglage droit
puis le cycle G90 est utilisé pour le tournage conique.
Exemple de CNC GSK 980 TDc avec cycle de tournage G90
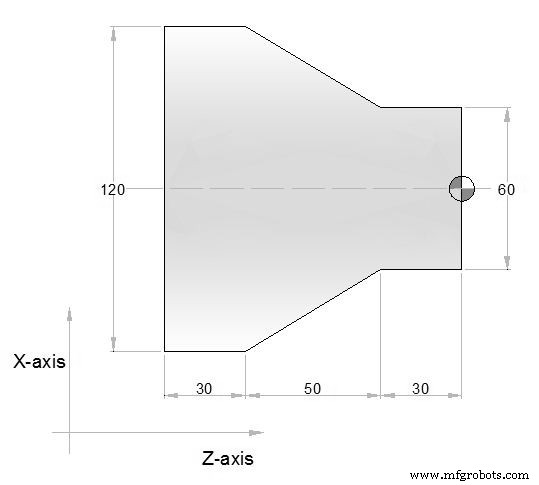
O0002; M3 S300 G0 X130 Z3; G90 X120 Z-110 F200; X110 Z-30; X100; X90; X80; X70; X60; G0 X120 Z-30; G90 X120 Z-44 R-7.5 F150; Z-56 R-15; Z-68 R-22.5; Z-80 R-30; M30;
commande numérique par ordinateur
- Exemple de programme CNC de cycle de rainurage Fanuc G75
- Fanuc G70 G71 Exemple de programme de cycle de tournage d'ébauche et de finition
- Tournage conique avec cycle de tournage modal G90 – Exemple de code CNC
- G90 Cycle de tournage Fanuc – Exemple de code de programme CNC
- Cycle de tournage G90
- Exemple de programme Haas G71
- Exemple de programme de fraisage CNC à cycle pré-programmé de perçage G81
- Exemple de programme de cycle de perçage CNC G81
- Exemple de programme CNC de cycle de surfaçage Fanuc G94