


Exemple de programme CNC de cycle de surfaçage Fanuc G94
Cycle de surfaçage Fanuc G94 en une passe
Le code Fanuc G94 G est utilisé pour le surfaçage rugueux.
Le cycle de surfaçage Fanuc G94 est utilisé pour le surfaçage simple (surfaçage en une passe), mais plusieurs passes sont possibles en spécifiant l'emplacement sur l'axe Z des passes supplémentaires.
Connexe : Cycle fixe Fanuc G72 Face
Le cycle de dressage Fanuc G94 est très simple à programmer et à utiliser. Les paramètres du code G94 G sont expliqués ci-dessous,
G94 X… Z…
X :Point final sur l'axe X.
Z :Point final sur l'axe Z.
Code de programme CNC utilisant le cycle de surfaçage Fanuc G94
Exemple de programme CNC de cycle de surfaçage Fanuc G94
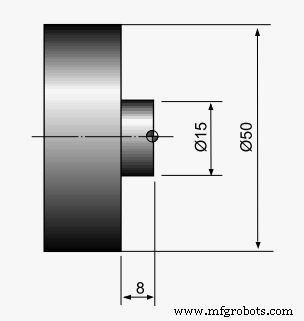
N10 G50 S2500 N20 G96 S180 M03 N30 T0100 N40 G00 X55.0 Z2.0 T0101 N50 G94 X15.0 Z-2.0 F0.2 N60 Z-4.0 N70 Z-6.0 N80 Z-8.0 N90 G00 X200.0 Z200.0 T0100 N95 M30
Explication du code de programme CNC à l'aide du cycle de surfaçage Fanuc G94
N40 :indique la position de départ de l'outil.
N50 :les valeurs de x et z avec cycle de surfaçage G94 sont les valeurs de destination pour la coupe de surfaçage.
N60 :G94 est un code G modal. Code G "modal" signifiant qu'ils restent en vigueur jusqu'à ce qu'ils soient annulés ou remplacés par un code G contradictoire. Cela signifie que le cycle de tournage G90 reste actif jusqu'à ce qu'une autre commande de mouvement soit donnée comme G00, G01 etc
Mais comme vous pouvez le voir, le bloc de programme cnc N60 n'affiche que la valeur de l'axe z, cela signifie donc que le cycle de surfaçage G94 continuera à fonctionner et maintenant le cycle de surfaçage G94 effectuera la deuxième coupe de surfaçage, dont la valeur de l'axe x restera le même mais la valeur de l'axe z sera désormais -4.0
N70 :la troisième coupe de parement sera prise à -6.0
N80 :la quatrième coupe sera prise à -8.0
N90 :ce bloc de programme cnc montre un G-code contradictoire pour G94 qui est G00, donc cela signifie que le cycle de dressage Fanuc G94 est terminé. L'outil passera rapidement à x200 z200.
commande numérique par ordinateur
- Cycle de filetage CNC Fanuc G76
- Exemple de programme CNC de cycle de rainurage Fanuc G75
- Exemple de programme CNC de cycle de répétition de motif CNC Fanuc G73
- CNC Fanuc G72 Cycle fixe Façage
- Cycle de rainurage CNC Fanuc G75
- Exemple de programme CNC Fanuc
- Fanuc G20 Mesure en pouces avec exemple de programme CNC
- Liste des codes Fanuc G
- Cycle de filetage CNC Fanuc G92