


Exemple de programme de cycle de tournage G90 Fanuc 0-TC
Cycle de tournage Fanuc G90
Le cycle de tournage Fanuc G90 est utilisé pour le tournage simple, mais plusieurs passes sont possibles en spécifiant l'emplacement sur l'axe X des passes supplémentaires.
Appelé avec de nombreux noms comme - Cycle de coupe de diamètre extérieur/diamètre intérieur Fanuc G90 ou cycle de coupe droite G90
Format de programmation
G90 X... Z...
OU
G90 U... W...
X – Diamètre à couper.
Z – Point final sur l'axe z.
U – Distance incrémentielle de l'axe x à la cible.
W – Distance incrémentielle de l'axe z à la cible.
Tutoriels G90
Cycle de tournage G90
Tournage conique G90
Exemples G90
Exemple de cycle de tournage G90
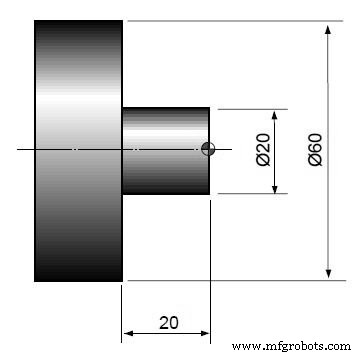
N10 G50 S2000 G96 S180 M03 T0100 G00 X65.0 Z3.0 T0101 G90 X55.0 Z-20.0 F0.25 X50.0 X45.0 X40.0 X35.0 X30.0 X25.0 X20.5 X20.0 G00 X200.0 Z200.0 T0100 M30
Exemple 2
Même programme avec surfaçage ajouté et tournage 60dia
N10 G50 S2000 G96 S180 M03 T0100 G00 X65.0 Z0 T0101 G01 X-1.6 F0.2 G00 X60.0 Z1.0 G01 Z-40.0 F0.25 G00 U1.0 Z1.0 G90 X55.0 Z-20.0 F0.25 X50.0 X45.0 X40.0 X35.0 X30.0 X25.0 X20.5 X20.0 G00 X200.0 Z200.0 T0100 M30
G90 Cycle de Tournage Étape Programme de Tournage Fanuc 0-TC
Alarmes CNC - Listes complètes des codes d'erreur des alarmes CNC
commande numérique par ordinateur
- Exemple de programme CNC de cycle de rainurage Fanuc G75
- Exemple de programme CNC de cycle de répétition de motif CNC Fanuc G73
- Exemple de programmation CNC avec cycle de tournage d'ébauche Fanuc G71 et G70
- Exemple de programme CNC Fanuc
- Fanuc G70 G71 Exemple de programme de cycle de tournage d'ébauche et de finition
- Tournage conique avec cycle de tournage modal G90 – Exemple de code CNC
- G90 Cycle de tournage Fanuc – Exemple de code de programme CNC
- Cycle de tournage G90
- Exemple de programme Haas G71