


Exemple de programme de fraisage CNC à cycle pré-programmé de perçage G81
L'exemple de programme CNC pour les centres d'usinage verticaux CNC illustre l'utilisation du cycle de perçage G81.
Exemple de programme
Exemple de code de programme de fraisage CNC à cycle pré-programmé de perçage G81
O10075 N1 T16 M06 N2 G90 G54 G00 X0.5 Y-0.5 N3 S1450 M03 N4 G43 H16 Z1. M08 N5 G81 G99 Z-0.375 R0.1 F9. N6 X1.5 N7 Y-1.5 N8 X0.5 N9 G80 G00 Z1. M09 N10 G53 G49 Z0. M05 N11 M30
Explication
O10075 Numéro de programme (il y a beaucoup de programmes dans la mémoire cnc donc ils se distinguent par leur numéro).
N1- Changement d'outil (M06) à l'outil n°16
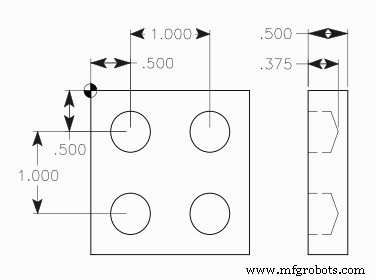
N2- L'outil se déplace rapidement (G00) vers la première position de perçage X0.5 Y-0.5 en tenant compte de Zero-offset-no. 1 (G54)
N3- Le foret commence à tourner dans le sens des aiguilles d'une montre (M03) à 1450 tr/min (S1450).
N4- Le foret prend la profondeur Z1. en tenant compte de la compensation de longueur d'outil (G43 H16), l'arrosage est activé (M08).
N5- Les paramètres du cycle de perçage (G81), la profondeur de perçage (Z) et l'avance de coupe (F) sont donnés, avec cette commande le premier perçage est effectué à la position actuelle (X0.5 Y-0.5).
N6- Au fur et à mesure que le cycle de perçage se poursuit, il fonctionne avec chaque mouvement d'axe, donc le prochain perçage est effectué à X1.5
N7- Troisième forage en Y-1.5
N8- Quatrième foret à X0.5
N9- Le cycle de perçage est annulé (G80), l'arrosage est désactivé (M09).
N10- En tenant compte du système de coordonnées de la machine (G53), le foret est amené à la position Z0. La compensation de longueur d'outil est annulée (G49), la rotation de la fraise est arrêtée (M05).
N11- Le programme pièce CNC est terminé.
Codes G &M
| Code | Description |
|---|---|
| T | Outil n°. utilisé. |
| M06 | Commande de changement d'outil. |
| G90 | Programmation absolue |
| G54 | Décalage zéro n°1 |
| G00 | Traversée rapide |
| S | Vitesse de coupe |
| M03 | Rotation de la fraise dans le sens des aiguilles d'une montre |
| G43 | Compensation de longueur d'outil. |
| M08 | Refroidissement activé. |
| G81 | Cycle de perçage Fanuc. |
| F | Avance de coupe. |
| G80 | Annulation du cycle fixe. |
| M09 | Arrêt du liquide de refroidissement. |
| G53 | Sélection du système de coordonnées machine. |
| G49 | Annulation de la compensation de longueur d'outil. |
| M05 | Arrêt de rotation de la fraise. |
| M30 | Fin du programme pièce CNC. |
commande numérique par ordinateur
- Exemple de programme CNC de cycle de rainurage Fanuc G75
- G90 Cycle de tournage Fanuc – Exemple de code de programme CNC
- Exemple de programmation CNC de rainurage en cycle fixe G75
- G81 Cycle de perçage G83 Perçage avec débourrage avec G98 G99 Exemple de programme
- Exemple de programme de cycle de perçage CNC G81
- Exemple de programme de fraisage CNC
- Exemple de programmation de fraiseuse CNC pour débutants
- Exemple de programme CNC de cycle de surfaçage Fanuc G94
- Exemple de programme de cycle fixe de surfaçage Fanuc G72