


Cycle de perçage Fanuc G81
Le cycle de perçage G81 est utilisé pour les opérations simples de perçage/perçage.
Syntaxe
G81 X... Y... Z... R... K... F...
| Paramètre | Description |
|---|---|
| X | Position du trou sur l'axe des x. |
| O | Position du trou sur l'axe y. |
| Z | Profondeur, l'outil se déplacera avec l'avance jusqu'à la profondeur Z à partir du plan R. |
| R | Position du plan R. |
| K | Nombre de répétitions du cycle (si nécessaire) . |
| F | Avance. |
Une fois le cycle de perçage G81 défini, le cycle pré-programmé est répété à chaque position X-Y dans des blocs séquentiels. Le cycle de perçage G81 doit donc être annulé avec G80.
Utilisation
N30 G81 X10 Y30 Z-17 R2 F75 N40 Y10 N50 X30 N60 Y30 N70 X90 N80 Y10 N90 G80
Dans l'exemple ci-dessus, le perçage commencera avec le cycle de perçage G81 à X10 Y30, donc le premier perçage sera à X10 Y30, puis le deuxième à Y10, le troisième à X30, le quatrième à Y30, le cinquième à X90 et le dernier à Y10, car le bloc suivant ont le code G80, donc le cycle de perçage ne sera plus répété.
Travailler
Voici brièvement décrit le fonctionnement du cycle de perçage G81,
1- Déplacement rapide jusqu'à la position d'axe x,y spécifiée (position de perçage).
2- Déplacement rapide jusqu'à la position du plan R.
3- Perçage avec l'avance spécifiée de la position du plan R à la profondeur Z position.
4- Le déplacement rapide vers le niveau initial ou le plan R dépend des modes G98, G99.
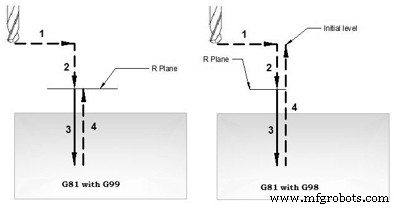
Cycle de perçage G81 en fonctionnement
Mode G98 G99
Une fois la profondeur de perçage terminée, le retour est effectué avec l'avance rapide, la hauteur de retour peut être contrôlée à l'aide de G98 ou G99.
G98 Drill reviendra au niveau initial
G99 Drill reviendra au plan R.
G98, G99 peuvent être utilisés plusieurs fois pendant le cycle de perçage G81.
Exemple
N30 G81 X10 Y30 Z-17 R2 F75 N40 Y10 N50 G98 X30 N60 G99 Y30 N70 X90 N80 Y10 N90 G80
Répéter le perçage
Avec le cycle de perçage G81, l'opération de perçage peut être répétée plusieurs fois. Le perçage est répété K fois lorsque ce paramètre est donné avec le cycle de perçage G81.
Le perçage répété est normalement utilisé avec le mode Incrémental G91, et un bon exemple de perçage répété est le perçage de grille. l'exemple d'un forage répété est donné ci-dessous.
Exemples de travail
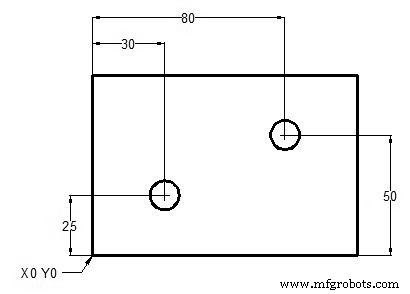
Exemple de cycle de perçage G81
N10 T1 M06 N20 G90 G54 G00 X30 Y25 N30 S1200 M03 N40 G43 H01 Z5 M08 N50 G81 Z-10 R2 F75 N60 X80 Y50 N70 G80 G00 Z100 M09 N80 M30
Exemple G98 G99
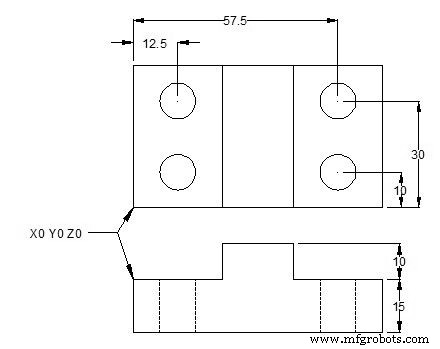
Utilisation du cycle de perçage G81 avec G98 G99
N10 M06 T1 N20 G90 G00 X12.5 Y10 Z12 S1000 M03 N30 G99 G81 X12.5 Y10 Z-17 R2 F75 N40 Y30 N50 G98 X57.5 N60 G99 Y10 N70 G91 G80 G28 X0 Y0 Z0 M05 N80 M30
Exemple de forage répété
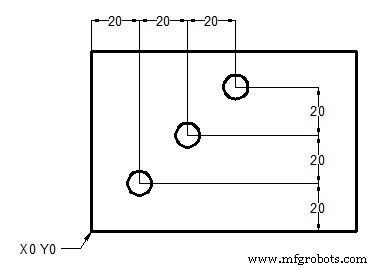
Répéter le perçage avec le cycle de perçage G81
T1 M6 G00 G90 G40 G21 G17 G94 G54 X0 Y0 S1000 M03 G43 H1 Z100 Z3 G81 G99 G91 X20 Y20 R3 Z-20 K3 F100 M08 G80 G00 G90 Z100 M30
OU
T1 M6 G00 G90 G40 G21 G17 G94 G54 X20 Y20 S1000 M03 G43 H1 Z100 Z3 G81 G99 R3 Z-20 F100 M08 G91 X20 Y20 K2 G80 G00 G90 Z100 M30
commande numérique par ordinateur
- Cycle de filetage CNC Fanuc G76
- Perçage au tour CNC simple avec cycle de perçage Peck Fanuc G74
- Cycle de rainurage CNC Fanuc G75
- Cycle de perçage G81 – Répéter le perçage en mode incrémentiel G91 Exemple de code
- Exemple de programme de fraisage CNC à cycle pré-programmé de perçage G81
- Exemple de programme de cycle de perçage CNC G81
- Créez votre propre cycle de perçage G81 via la macro Fanuc et l'appel modal G66
- ECS G81/3 – Cycle de perçage 3 couches
- Cycle de perçage standard ECS G81