


Cycle de perçage Fanuc G82
Le cycle de perçage G82 est également appelé cycle de contre-alésage G82.
G82 est un cycle de perçage normal, la seule différence est qu'il demeure pendant un temps spécifié au fond du trou, normalement utilisé pour un perçage en profondeur précis.
Syntaxe
G82 X... Y... Z... R... P... F... K...
| Paramètre | Description |
|---|---|
| X | Position du trou sur l'axe des x. |
| O | Position du trou sur l'axe y. |
| Z | Profondeur, l'outil se déplacera avec l'avance jusqu'à la profondeur Z à partir du plan R. |
| R | Position du plan R. |
| P | Attendre au fond du trou. |
| K | Nombre de répétitions du cycle (si nécessaire) . |
| F | Avance. |
Utilisation
N30 G82 X10 Y30 Z-17 R2 P1000 F75 N40 Y10 N50 X30 N60 Y30 N70 G80
Une fois que le cycle de perçage G82 est spécifié avec ses paramètres dans un bloc de programme, cela continuera à percer à chaque mouvement d'axe, jusqu'à ce que le cycle soit terminé avec G80
Travailler
Comment fonctionne le cycle de perçage G82
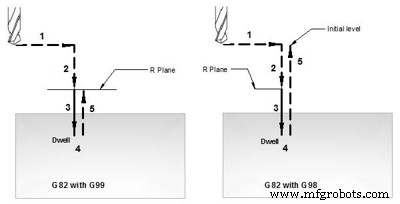
1- Déplacement rapide vers la position x, y
2- Déplacement rapide vers la position du plan R
3- Forage avec avance du plan R à la position de profondeur Z.
4- Temporisation pour spécifié temps au fond du trou.
5- Le déplacement rapide vers le plan R ou le niveau initial dépend du mode G99, G98.
Cycle de perçage G82 en cours
Mode G98 G99
Comment se comporte le cycle de perçage G82 en mode G98 ou G99,
G98 Drill reviendra au niveau initial
G99 Drill reviendra au plan R.
Pour un exemple de travail, voir le cycle de perçage G81.
Exemple
N30 G82 X10 Y30 Z-17 R2 P2000 F75 N40 Y10 N50 G98 X30 N60 G99 Y30 N70 X90 N80 Y10 N90 G80
Répéter le perçage
Si la valeur du paramètre K est donnée avec le cycle de perçage G82, le perçage se répétera le nombre de fois donné avec K. Une utilisation efficace du perçage répété consiste à percer plusieurs trous de même distance, de cette façon le cycle G82 est utilisé en mode incrémentiel G91. Voir le cycle de perçage G81 pour un exemple de perçage répété.
Exemple de travail
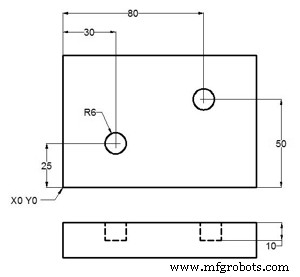
Exemple de cycle de perçage G82
N10 T1 M06 N20 G90 G54 G00 X30 Y25 N30 S1200 M03 N40 G43 H01 Z5 M08 N50 G82 Z-10 R2 P1000 F75 N60 X80 Y50 N70 G80 G00 Z100 M09 N80 M30
commande numérique par ordinateur
- Cycle de filetage CNC Fanuc G76
- Perçage au tour CNC simple avec cycle de perçage Peck Fanuc G74
- Filetage conique avec cycle de filetage Fanuc G76
- Cycle de rainurage CNC Fanuc G75
- Cycle de répétition de motif CNC Fanuc G73
- Liste des codes Fanuc G
- Cycle de filetage CNC Fanuc G92
- Liste des codes G Fanuc
- Perçage ECS G82 avec temporisation pour le cycle de bris de copeaux