


Cycle de perçage Fanuc G83 Peck
Le cycle de perçage par perçage G83 effectue l'opération de perçage en plusieurs perçages, cette technique rend le forage de trous profonds facile et économique.
L'avance de coupe est effectuée par intermittence jusqu'au fond du trou pendant que les copeaux sont évacués.
Au fur et à mesure que le forage est effectué jusqu'au fond du trou avec une avance en plusieurs petites étapes, chaque fois qu'une profondeur spécifiée est atteinte, puis que le foret se rétracte, puis que le foret effectue le picage suivant, cette opération est répétée encore et encore jusqu'à ce que la profondeur de forage soit atteinte. .
Syntaxe
G83 X... Y... Z... R... Q... F... K...
| Paramètre | Description |
|---|---|
| X | Position du trou sur l'axe des x. |
| O | Position du trou sur l'axe y. |
| Z | Profondeur, l'outil se déplacera avec l'avance jusqu'à la profondeur Z à partir du plan R. |
| R | Position du plan R. |
| Q | Profondeur de coupe pour chaque avance de coupe (Peck). |
| K | Nombre de répétitions du cycle (si nécessaire) . |
| F | Avance. |
Une fois donné dans le programme G83, le cycle de perçage avec débourrage est répété à chaque mouvement d'axe jusqu'à ce que G80 soit donné dans le programme pour terminer le cycle de perçage avec débourrage.
Utilisation
N150 M06 T02 N160 G90 G00 X60 Y28 Z12 S750 M03 N170 G99 G83 X60 Y28 Z-17 Q6 R2 F60 N180 G98 Y12 N190 G91 G80 G28 X0 Y0 Z0 M05 N200 M30
Dans l'exemple de code ci-dessus, le premier perçage est effectué à X60 Y28 et le second à Y12, puis le perçage par perçage est terminé avec G80.
Des perçages de 6 mm sont effectués pour atteindre une profondeur totale de perçage de 17 mm.
Travailler
Voici brièvement décrit le fonctionnement du cycle de perçage par perçage G83,
1- Déplacement rapide vers la position de perçage X, Y.
2- Déplacement rapide vers le plan R.
3- Perçage avec avance Q en profondeur.
4- Retrait avec déplacement rapide vers le plan R .
5- Déplacement rapide jusqu'à Q-d de profondeur (la valeur d est spécifiée dans les paramètres).
6- Perçage avec avance Q+d de profondeur.
7- Retrait avec déplacement rapide jusqu'au plan R
– toute cette procédure est répétée jusqu'à ce que le foret atteigne la position de profondeur Z,
– puis le foret est rétracté au plan R ou au niveau initial en fonction de G99 ou G98, lequel est donné dans le programme.
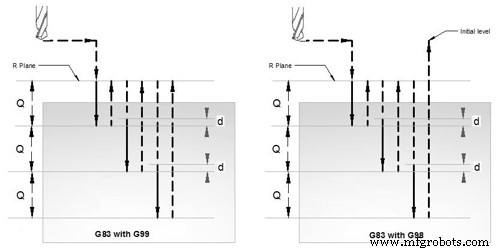
G83 fonctionnement du cycle de perçage par débourrage
Mode G98 G99
Une fois la profondeur de perçage terminée, le retour est effectué avec l'avance rapide, la hauteur de retour peut être contrôlée à l'aide de G98 ou G99.
G98 Drill reviendra au niveau initial
G99 Drill reviendra au plan R.
G98, G99 peuvent être utilisés plusieurs fois pendant le cycle de perçage avec débourrage G83.
Exemple
N30 G83 X10 Y30 Z-17 Q5 R2 F75 N40 Y10 N50 G98 X30 N60 G99 Y30 N70 X90 N80 Y10 N90 G80
Répéter le perçage
Cycle de perçage G83, l'opération de perçage peut être répétée plusieurs fois. Le perçage est répété K fois si la valeur K est donnée avec G83.
Le perçage répété est normalement utilisé avec le mode Incrémental G91, et un bon exemple de perçage répété est le perçage de grille. Pour un exemple de travail, voir le cycle de perçage G81.
Exemple de travail
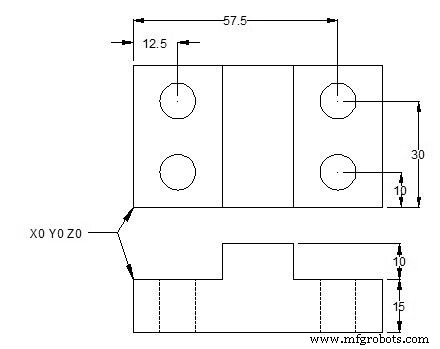
G83 Cycle de perçage Peck Exemple
N10 M06 T1 N20 G90 G00 X12.5 Y10 Z12 S1000 M03 N30 G99 G83 X12.5 Y10 Z-17 R2 Q4 F75 N40 Y30 N50 G98 X57.5 N60 G99 Y10 N70 G91 G80 G28 X0 Y0 Z0 M05 N80 M30
commande numérique par ordinateur
- Cycle de filetage CNC Fanuc G76
- Perçage au tour CNC simple avec cycle de perçage Peck Fanuc G74
- Cycle de rainurage CNC Fanuc G75
- G81 Cycle de perçage G83 Perçage avec débourrage avec G98 G99 Exemple de programme
- Cycle de taraudage rigide Fanuc G84
- Cycle de perçage par débourrage G83 avec exemple de programme de cercle de trous de boulons G70
- Exemple de cycle de perçage avec débourrage G83
- Cycle de perçage par débourrage G83 (trou profond) pour CNC Haas
- ECS G83 Forage profond avec cycle de dégagement