


Cycle de perçage par débourrage G83 (trou profond) pour CNC Haas
G83 Explication du cycle pré-programmé de perçage profond de trous profonds
G83 Peck Drilling Cycle G-code est modal de sorte qu'il est activé à chaque mouvement d'axe X et/ou Y, et il se déplacera rapidement jusqu'à cette position, puis provoquera l'exécution de ce cycle pré-programmé (perçage) jusqu'à ce qu'il soit annulé (G80) .
Cycle de perçage Peck G83 pour commande CNC Haas
G83 Cycle de perçage par débourrage
La commande CNC Haas nous offre plus de flexibilité lors du perçage profond de trous profonds (G83).
La CNC Haas propose deux formats de cycle de perçage profond G83.
Le premier et largement utilisé est comme le format de contrôle CNC Fanuc comme indiqué ci-dessous
Ce format de cycle de perçage G83 est brièvement décrit ici G83 Peck Drilling Cycle (Deep Hole) for Fanuc
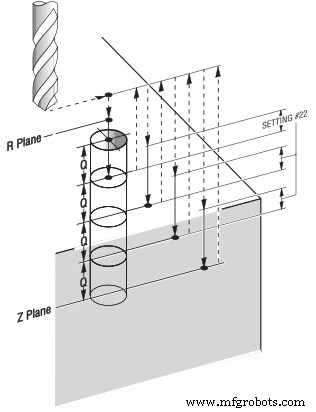
Format du cycle de perçage par débourrage G83
G83 X_ Y_ Z_ R_ Q_ F_;
X Y – Données de position du trou
Z – Profondeur Z (avance à la profondeur Z à partir du plan R)
R – Position du plan R
/>Q - Profondeur de coupe pour chaque avance de coupe (profondeur de chaque pas)
F - Vitesse d'avance de coupe
Le deuxième format pour Haas CNC G83 Deep Hole Peck Drilling Cycle est ci-dessous
Format du cycle pré-programmé de perçage par débourrage G83 – Options I J K
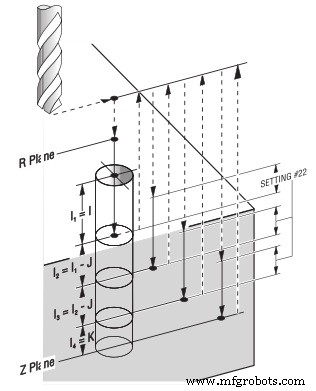
G83 Cycle de perçage par débourrage avec options I J K
G83 X_ Y_ Z_ I_ J_ K_ R_ F_ ;
X Y – Données de position du trou
Z – Profondeur Z (avance à la profondeur Z à partir du plan R)
R – Position du plan R
I – Taille de la première profondeur de coupe
J – Quantité pour réduire la profondeur de coupe à chaque passe
K – Profondeur de coupe minimale
F – Vitesse d'avance de coupe
La première passe coupé par I, chaque coupe suivante sera réduite de la quantité J, et la profondeur de coupe minimale est K.
Haas CNC G83 Réglage du cycle de perçage profond par perçage
Réglage 22 - Au fur et à mesure que l'outil pénètre plus profondément dans le trou, à chaque pic, il se déplace rapidement vers le plan R, puis revient à une distance constante spécifiée au-dessus du fond du trou créé par le pic précédent. Cette distance spécifiée est définie dans le paramètre 22.
commande numérique par ordinateur
- Forage de trous profonds sans dérive
- Solution de stabilité d'outil pour le perçage de trous profonds
- Techniques avancées d'usinage de trous des services CNC
- Perçage au tour CNC simple avec cycle de perçage Peck Fanuc G74
- Système de programmation intuitif pour les tours – CNC Haas
- Tutoriel de programmation CNC du cycle de perçage frontal G74
- Taraudage de trous profonds avec bris de copeaux ou taraudage par perçage sur CNC Haas
- Perçage profond ECS G83/r avec temporisation pour le cycle de bris de copeaux
- ECS G83 Forage profond avec cycle de dégagement