


Cycle de forage Peck G83 (trou profond) pour Fanuc
G83 Peck Drilling Cycle G-code est modal de sorte qu'il est activé à chaque mouvement d'axe X et/ou Y, et il se déplacera rapidement jusqu'à cette position, puis provoquera l'exécution de ce cycle pré-programmé (perçage) jusqu'à ce qu'il soit annulé (G80) .
Fonctionnement du cycle de perçage par perçage profond G83
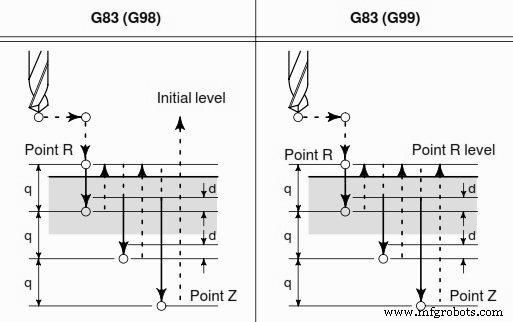
Cycle de perçage profond G83 pour trous profonds pour Fanuc
Comme G83 est un cycle de perçage avec perçage, la profondeur de chaque perçage dans le cycle de perçage G83 sera la quantité définie avec Q.
L'outil prendra le pas (profondeur Q)
Ensuite, l'outil ira rapidement jusqu'au plan R après chaque pas
puis reviendra pour le pas suivant
jusqu'à ce que la profondeur Z soit atteinte.
Utilisez G98 et G99 pour l'emplacement du dégagement de la position Z pour le positionnement entre les trous.
Format du cycle de perçage par débourrage G83
G83 X_ Y_ Z_ R_ Q_ F_ K_;
X Y – Données de position du trou
Z – Profondeur Z (avance à la profondeur Z à partir du plan R)
R – Position du plan R
Q – Profondeur de coupe pour chaque avance de coupe ( profondeur de chaque pas)
F - Vitesse d'avance de coupe
K - Nombre de répétitions (si nécessaire)
Un exemple complet de programmation cnc du cycle de perçage Peck G83 Cycle de perçage G81 Perçage Peck G83 avec G98 Exemple de programme G99
commande numérique par ordinateur
- Forage de trous profonds sans dérive
- Solution de stabilité d'outil pour le perçage de trous profonds
- Perçage au tour CNC simple avec cycle de perçage Peck Fanuc G74
- Cycle de filetage Fanuc G76 pour les nuls
- G81 Cycle de perçage G83 Perçage avec débourrage avec G98 G99 Exemple de programme
- Cycle de taraudage rigide Fanuc G84
- Cycle de perçage par débourrage G83 avec exemple de programme de cercle de trous de boulons G70
- Perçage profond ECS G83/r avec temporisation pour le cycle de bris de copeaux
- ECS G83 Forage profond avec cycle de dégagement