


Cycle de perçage par débourrage G83 avec exemple de programme de cercle de trous de boulons G70
L'exemple de programme cnc suivant illustre l'utilisation du cycle de perçage Peck G83 avec le code G G70 Bolt Hole Circle pour usiner des forets profonds régulièrement espacés dans un cercle.
Bien que le cycle G70 Bolt Hole Circle fonctionne avec G73, G74, G76, G77 et G81 - G89.
Connexe :
- Cercle de trou de boulon G70 - Programmation de fraiseuse CNC
- Cycle de perçage Peck G83 (trou profond) pour Fanuc
- Cycle de perçage Peck G83 (trou profond) pour CNC Haas
Exemple de code de programme CNC
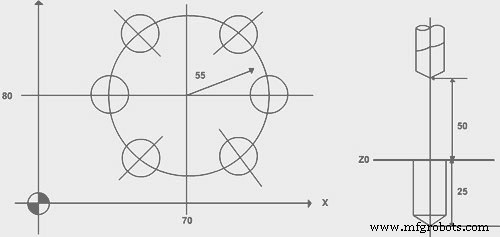
Cycle de perçage par débourrage G83 avec cercle de trous de boulons G70
O001 N10 T5 M06 N20 G90 G54 G00 X70. Y80. N30 S1451 M03 N40 G43 H05 Z50. M08 N50 G83 R2. Z-25. Q2. F80. L0 N60 G70 I55. J0. L6 N70 G80 G00 Z50. M09
Comment définir l'angle de départ – Exemple de cercle de trou de boulon G70
Exemple de programme de cercle de trou de boulon G70 de fraisage CNC
commande numérique par ordinateur
- Perçage au tour CNC simple avec cycle de perçage Peck Fanuc G74
- Tutoriel de programmation CNC du cycle de perçage frontal G74
- G81 Cycle de perçage G83 Perçage avec débourrage avec G98 G99 Exemple de programme
- Exemple de programme de fraisage CNC à cycle pré-programmé de perçage G81
- Exemple de programme de cycle de perçage CNC G81
- Exemple de programme Exemple Fanuc G72 Cycle de surfaçage format ligne unique
- G72 Trou de boulon le long d'un exemple de programme CNC d'angle
- Perçage profond ECS G83/r avec temporisation pour le cycle de bris de copeaux
- ECS G83 Forage profond avec cycle de dégagement