


Comment définir l'angle de départ – Exemple de cercle de trou de boulon G70
G70 Bolt Hole Circle G-Code (cycle fixe) est très simple à programmer en raison de son petit nombre de paramètres.
Les paramètres du cercle de trous de boulon G70 sont très explicites, mais cet exemple de programmation cnc met l'accent sur le paramètre Angle de départ (G70 J).
G70 Paramètre d'angle de départ J - Il s'agit de la valeur de l'angle de départ du premier trou (0 à 360° CCW depuis l'horizontale à la position 3 heures).
Exemple de programme CNC
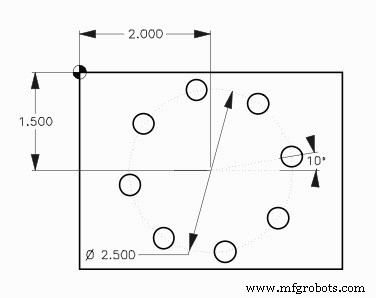
Exemple de cercle de trou de boulon G70
O1009 N10 T15 M06 N20 G90 G54 G00 X2. Y-1.5 N30 S1620 M03 N40 G43 H15 Z1. M08 N50 G81 G99 Z-0.45 R0.1 F8. L0 N60 G70 I1.25 J10. L8 N70 G80 G00 Z1. M09 N80 G53 G49 Z0. M05 N90 M30
Arc de trou de boulon G71 – Programmation de la fraiseuse CNC
Cycle de perçage par débourrage G83 avec exemple de programme de cercle de trous de boulons G70
commande numérique par ordinateur
- Comment retirer une vis ou un boulon rouillé
- Comment définir les fréquences pour les inspections de maintenance préventive
- Comment configurer, déboguer et utiliser un découpeur plasma pour les débutants ?
- Comment définir le point zéro du routeur CNC sur la pièce
- Comment configurer un entrepôt (avec liste de contrôle)
- Comment mettre en place Lean Six Sigma ?
- Comment couper une cornière
- Exemple de programmation CNC avec cycle de tournage d'ébauche Fanuc G71 et G70
- G72 Trous de boulons le long d'un angle – Programmation de fraisage CNC