


Exemple de programme de cercle de trou de boulon G70 de fraisage CNC
La commande G70 Bolt Hole Circle facilite le perçage/taraudage/alésage dans un cercle à des distances égales.
Il n'est pas nécessaire de connaître ou de calculer la position de chaque trou.
Il vous suffit de connaître le rayon du cercle, Angle de départ du premier trou et Nombre total de trous.
Format de cercle de trou de boulon G70
G70 I J L
I =Rayon du cercle du trou de boulon (+CCW / – CW).
J =Angle de départ du premier trou (0 à 360° CCW depuis l'horizontale à la position 3 heures).
L =Nombre de trous régulièrement espacés autour du cercle de trous de boulon.
Exemple de programme de cercle de trou de boulon G70 de fraisage CNC
L'exemple de programme cnc suivant utilise le cycle de perçage G81 en combinaison avec le code G G70 Bolt Hole Circle pour percer 8 trous régulièrement espacés dans un cercle de 1 (pouce) de rayon.
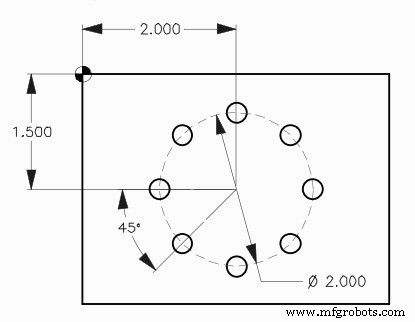
Exemple de programme de cercle de trous de boulons G70
O0009 N1 T1 M06 N2 G90 G54 G00 X2. Y-1.5 (Center position of bolt hole circle) N3 S1451 M03 N4 G43 H01 Z1. M08 N5 G81 G99 Z-0.45 R0.1 F8. L0 N6 G70 I1. J0. L8 N7 G80 G00 Z1. M09 N8 G53 G49 Z0. M05 N9 M30
commande numérique par ordinateur
- Exemple de programme CNC Fanuc
- Exemple de programme de fraisage CNC à cycle pré-programmé de perçage G81
- Exemple de programme de fraisage CNC
- Interpolation circulaire de fraisage CNC G02 G03 Exemple de programme de code G
- Exemple de programmation de fraiseuse CNC pour débutants
- Fraisage de rainures d'un exemple de programme CNC
- G72 Trou de boulon le long d'un exemple de programme CNC d'angle
- Exemple de programme de commande d'arc de trou de boulon Haas CNC G71
- Comment définir l'angle de départ – Exemple de cercle de trou de boulon G70