


Exemple de programme de copie de figure Fanuc G72.1 G72.2 (cercle de trou de boulon)
Cet exemple de programme CNC montre comment les fonctions de copie de figure G72.1 et G72.2 peuvent s'appeler l'une l'autre dans un programme de pièce, lisez attentivement les notes de programmation ci-dessous.
Programmation
Copie rotative Fanuc G72.1
En utilisant le code G de copie rotative G72.1, une figure spécifiée par un sous-programme peut être produite de manière répétée avec un mouvement de rotation .
Copie linéaire Fanuc G72.2
En utilisant le code G de copie linéaire G72.2, une figure spécifiée par un sous-programme peut être produite de manière répétée avec un mouvement linéaire .
Lire la définition de G72.2 avec l'exemple de programme Copie linéaire Fanuc G72.2 (fraiseuse CNC à fonction de copie de figure)
Cycle de perçage Fanuc G81
Le cycle de perçage G81 est utilisé pour les opérations simples de perçage/perçage ponctuel.
Lire la définition du cycle de perçage G81 avec des exemples de programmes Cycle de perçage Fanuc G81
Remarques de programmation
Spécifier deux commandes ou plus pour copier une figure
- G72.1 ne peut pas être spécifié plus d'une fois dans un sous-programme pour effectuer une copie en rotation (si cela est tenté, l'alarme PS0900 se déclenchera).
- G72.2 ne peut pas être spécifié plus d'une fois dans un sous-programme pour effectuer une copie linéaire (si cela est tenté, l'alarme PS0901 se déclenchera).
- Dans un sous-programme qui spécifie une copie en rotation, cependant, une copie linéaire peut être spécifiée. De même, dans un sous-programme qui spécifie une copie linéaire, une copie en rotation peut être spécifiée.
Exemple de programme Fanuc G71.2 G72.2
Programme principal
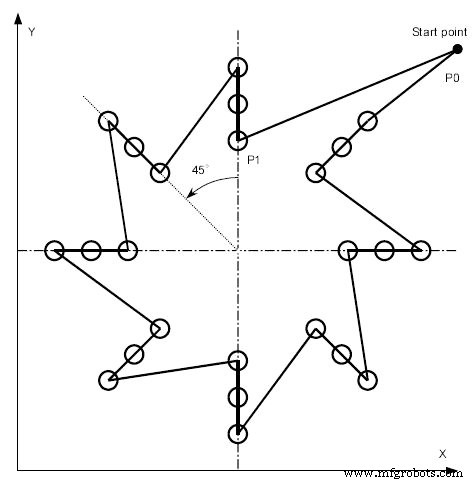
O4000 ; N10 G90 G00 G17 X240. Y230. Z100. ; (P0) N20 G72.1 P4100 X120. Y120. L8 R45. ; N30 G80 G00 X240. Y230. ; (P0) N40 M30 ;
Copie de rotation de sous-programme (G72.1)
O4100 N100 G72.2 P4200 I0 J20. L3 ; N200 M99 ;
Sous-programme Copie linéaire (G72.2 )
O4200 N110 G90 G81 X120. Y180. R60. Z10. F200. ; (P1) N210 M99 ;
commande numérique par ordinateur
- Exemple de programme CNC de cycle de rainurage Fanuc G75
- Exemple de programme CNC de cycle de répétition de motif CNC Fanuc G73
- Exemple de programme CNC Fanuc
- Fanuc G20 Mesure en pouces avec exemple de programme CNC
- G90 Cycle de tournage Fanuc – Exemple de code de programme CNC
- Exemple de programme CNC de cycle de surfaçage Fanuc G94
- Exemple de programme de cycle fixe de surfaçage Fanuc G72
- Exemple de programme Exemple Fanuc G72 Cycle de surfaçage format ligne unique
- G72 Trou de boulon le long d'un exemple de programme CNC d'angle