


Programmation NCT Perçage dans un cercle avec cycle de perçage G81 Coordonnée polaire G16
Exemple de programme NCT pour montrer comment le cycle de perçage G81 peut être utilisé pour percer dans un cercle à l'aide des commandes de coordonnées polaires G15 G16 et du cycle de perçage G81.
Codes G
| Code G | Fonction |
|---|---|
| G15 | annulation de la commande de coordonnées polaires |
| G16 | commande de coordonnées polaires |
| G81 | cycle de forage, pointage |
Exemple de programmation NCT
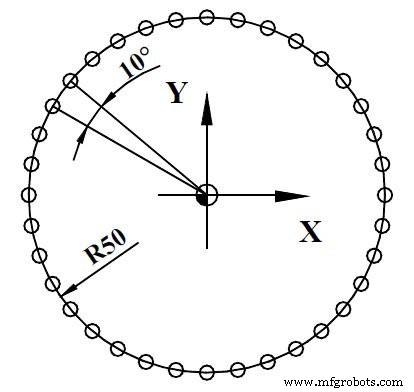
%O7073(7.3) N100 T1 N110 G54 G0 X0 Y0 N120 G43 Z50 H1 N130 S1000 M3 M8 N140 G16 G0 X50 Y-10 N150 G81 X50 YI10 R2 Z-10 L36 N160 G80 G15 N170 G0 Z100 N180 M30 %
Partie de cercle de perçage de programmation NCT avec G81 G16
Forage NCT G81, cycle d'alésage ponctuel
commande numérique par ordinateur
- Perçage au tour CNC simple avec cycle de perçage Peck Fanuc G74
- Tutoriel de programmation CNC du cycle de perçage frontal G74
- Cycle de perçage G81 – Répéter le perçage en mode incrémentiel G91 Exemple de code
- G81 Cycle de perçage G83 Perçage avec débourrage avec G98 G99 Exemple de programme
- Exemple de programme de fraisage CNC à cycle pré-programmé de perçage G81
- Exemple de programme de cycle de perçage CNC G81
- Sinumerik 840D CYCLE81 Programmation du cycle de centrage de perçage
- ECS G81/3 – Cycle de perçage 3 couches
- Cycle de perçage standard ECS G81