


Cycle de perçage G81 – Répéter le perçage en mode incrémentiel G91 Exemple de code
Cet exemple de programme cnc explique l'utilisation du cycle de perçage G81 mais cette fois l'outil n'est pas positionné de la manière habituelle (mode de programmation absolu G90) mais cette fois le mode de programmation incrémental G91 est utilisé.
Cet exemple de code de programmation explique également le utilisation du paramètre K (nombre de répétitions) du cycle de perçage G81, qui n'est normalement pas utilisé.
Format du cycle de perçage G81
G81 X_ Y_ Z_ R_ F_ K_;
X_ Y_ :données de position du trou
Z_ :profondeur Z (l'outil se déplacera avec l'avance jusqu'à la profondeur Z à partir du plan R)
R_ :la distance du niveau initial au niveau point R
F_ :Avance de coupe
K_ :Nombre de répétitions (si nécessaire)
G81 paramètre cycle de perçage K (nombre de répétitions). Sur différentes commandes cnc, ce paramètre a une lettre différente, comme on,
- Fanuc utilise la lettre K pour le nombre de répétitions.
- La CNC Haas utilise la lettre L pour le nombre de répétitions.
- La commande CNC Fagor utilise la lettre N pour le nombre de répétitions.
Le mouvement incrémentiel dans un cycle pré-programmé est souvent utile comme compteur de boucles, qui peut être utilisé pour répéter l'opération avec un mouvement incrémentiel X ou Y entre chaque cycle.
Code CNC G81 Cycle de perçage avec programmation incrémentale G91
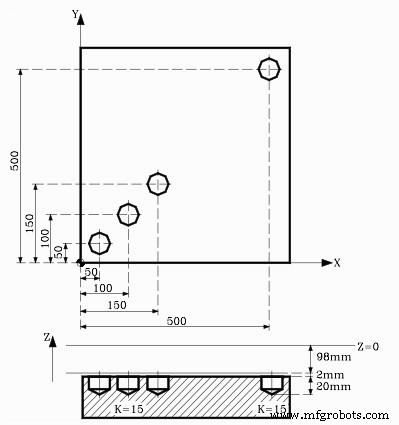
Cycle de perçage G81 - Répéter le perçage en mode incrémental G91 Exemple de code
N10 T1 M6 N20 G00 G90 X0 Y0 Z0 N30 S1450 M03 N40 G81 G99 G91 X50 Y50 Z-120 R-98 K3 F350 N50 G98 G90 G00 X500 Y500 N60 G80 N70 G90 X0 Y0 N80 M30
Explication
N40 G81 G99 G91 X50 Y50 Z-120 R-98 K3 F350
K3 signifie que le cycle de perçage G81 se répétera trois fois.
Le mode incrémental G91 permet à l'outil de se déplacer à chaque fois X50 et Y50
Donc le premier trou sera à X50 Y50
Le deuxième trou sera à X100 Y100 car
X100 =X50(valeur précédente) + X50 (incrément)
Y100 =Y50(valeur précédente) + Y50 (incrément)
Le troisième trou sera à X150 Y150 car
X150 =X100(valeur précédente) + X50 (incrément)
Y150 =Y100(valeur précédente) + Y50 (incrément)
N50 G98 G90 G00 X500 Y500
La position du quatrième trou est donnée avec le mode de programmation absolu G90.
Le code ci-dessus n'est possible que si vous utilisez le mode de programmation incrémental G91 avec le cycle de perçage G81, mais si vous essayez d'utiliser le mode de programmation absolu G90 avec G81 comme ci-dessus, vous verrez que l'outil répétera le perçage à la même position.
commande numérique par ordinateur
- Tournage conique avec cycle de tournage modal G90 – Exemple de code CNC
- G90 Cycle de tournage Fanuc – Exemple de code de programme CNC
- G81 Cycle de perçage G83 Perçage avec débourrage avec G98 G99 Exemple de programme
- Exemple de programme de fraisage CNC à cycle pré-programmé de perçage G81
- Exemple de programme de cycle de perçage CNC G81
- Programmation de la fraiseuse CNC Incrémental absolu G90 G91 Exemple de code
- G71 Code d'exemple de cycle de tournage d'ébauche - Programmation de tour CNC
- ECS G81/3 – Cycle de perçage 3 couches
- Cycle de perçage standard ECS G81