


G81 Cycle de perçage G83 Perçage avec débourrage avec G98 G99 Exemple de programme
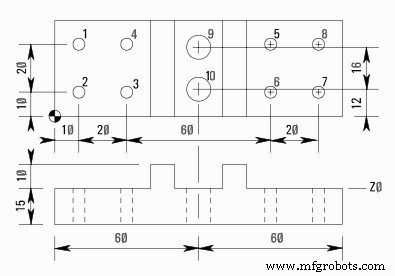
Un programme complet de pièces cnc qui montre comment G98 et G99 (niveau de retour du cycle fixe) fonctionnent avec le cycle de perçage G81 et le cycle de perçage avec perçage G83 pour le perçage d'un composant qui a des hauteurs différentes.
Résumé G98 G99
G98 et G99 sont des commandes modales qui modifient le fonctionnement des cycles pré-programmés (G81, G83, etc.).
Lorsque G98 est actif, l'axe Z revient à la position de départ (plan initial) lorsqu'il termine une seule opération .
Lorsque G99 est actif, l'axe Z revient au point R (plan) lorsque le cycle pré-programmé termine un seul trou. Ensuite, la machine ira au trou suivant.
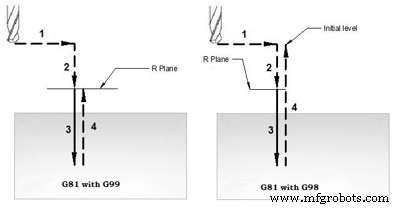
Cycle de perçage G81 travail – G98 G99 retour niveau
Programme de pièces CNC
G81 Cycle de perçage avec G98 G99 G code Exemple de programme
N10 M06 T01 N20 G90 G00 X10 Y30 Z12 S1000 M03 N30 G99 G81 X10 Y30 Z-17 R2 F75 (Hole 1) N40 Y10 (Hole 2) N50 X30 (Hole 3) N60 Y30 (Hole 4) N70 G98 X90 (Hole 5) N80 G99 Y10 (Hole 6) N90 X110 (Hole 7) N100 G98 Y30 (Hole 8) N110 G91 G80 G28 X0 Y0 Z0 M05 N120 M06 T02 N130 G90 G00 X60 Y28 Z12 S750 M03 N140 G99 G83 X60 Y28 Z-17 Q6 R2 F60 (Hole 9) N150 G98 Y12 (Hole 10) N160 G91 G80 G28 X0 Y0 Z0 M05 N170 M30
Explication
N10- Changement d'outil (M06) à l'outil n°1
N20- Traversée rapide vers X10 Y30 Z12, broche démarrée dans le sens des aiguilles d'une montre (M03) à 1000 tr/min (S1000).
N30- Le perçage commence (G81) à X10 Y30 avec une avance de coupe (F75) le foret se rétractera au plan R après l'opération de perçage.
N40- Prochaine position de perçage Y10 (comme G99 est un foret de code g modal, il continuera à se rétracter vers le plan R jusqu'à ce que G98 soit donné).
N50- Prochaine perceuse à X30.
N60- Percer à Y30
N70- Percer à X90 et se rétracter au plan initial.
N80- Percer à Y10 et se rétracter au plan R.
N90- Percer à X110
N100- Percer à Y30 et se rétracter au plan initial.
N110- Le cycle de perçage est annulé (G80), retour au point de référence (G28) pour le changement d'outil, arrêt de la broche (M05).
N120- Changement d'outil (M06) à l'outil numéro 2.
N130- Avance rapide vers X60 Y28 Z12, démarrer la broche à 750 tr/min (S750) dans le sens des aiguilles d'une montre (M03).
N140- G83 Le perçage par perçage commence à X60 Y28, la profondeur de perçage est Z-17 et la taille du perçage est Q6, l'avance de perçage est F60
N150- Prochain forage profond à Y12 (retour au point initial).
N160- G83 Annulation du cycle de perçage Peck avec G80, retour de l'outil au point de référence (G28), arrêt de la broche (M05).
N170- Fin de programme pièce avec retour au début du programme (M30)
Codes G &M
| Code | Description |
|---|---|
| T | Outil n°. utilisé. |
| M06 | Commande de changement d'outil. |
| G90 | Programmation absolue |
| G00 | Traversée rapide |
| S | Vitesse de coupe |
| M03 | Rotation de la fraise dans le sens des aiguilles d'une montre |
| M08 | Refroidissement activé. |
| G81 | Cycle de perçage Fanuc. |
| G83 | Cycle de perçage par débourrage Fanuc. |
| G98 | Retour au point initial du cycle pré-programmé. |
| G99 | Retour au point R dans le cycle pré-programmé. |
| F | Avance de coupe. |
| G80 | Annulation du cycle fixe. |
| M09 | Arrêt du liquide de refroidissement. |
| G28 | Retour à la position de référence. |
| G91 | Programmation incrémentielle. |
| M05 | Arrêt de rotation de la fraise. |
| M30 | Fin du programme pièce CNC avec retour au début du programme. |
commande numérique par ordinateur
- Perçage au tour CNC simple avec cycle de perçage Peck Fanuc G74
- Exemple de programme Haas G71
- Tutoriel de programmation CNC du cycle de perçage frontal G74
- Cycle de perçage G81 – Répéter le perçage en mode incrémentiel G91 Exemple de code
- Exemple de programme de fraisage CNC à cycle pré-programmé de perçage G81
- Exemple de programme de cycle de perçage CNC G81
- Cycle de perçage par débourrage G83 avec exemple de programme de cercle de trous de boulons G70
- Plaque de grille de perçage avec cycle de perçage G81 – Exemple de programme CNC
- ECS G83 Forage profond avec cycle de dégagement