


Forage NCT G81, cycle d'alésage ponctuel
Le cycle de perçage NCT G81 est utilisé pour les opérations simples de perçage/perçage.
Programmation
G17 G81 X... Y... Z... R... F.. L... G18 G81 Z... X... Y... R... F... L... G19 G81 Y... Z... X... R... F... L..
Paramètres
Les définitions suivantes du tableau X,Y,Z fonctionneront pour le plan G17, pour les autres plans, elles changeront comme pour
le plan G18 Z X sera la position du trou et Y sera l'axe de perçage
le plan G19 Y Z sera la position du trou et X sera l'axe de perçage
| Paramètre | Description |
|---|---|
| X | Position du trou sur l'axe des x. |
| O | Position du trou sur l'axe y. |
| Z | Profondeur, l'outil se déplacera avec l'avance jusqu'à la profondeur Z à partir du plan R. |
| R | Position du plan R. |
| L | Nombre de répétitions du cycle (si nécessaire) . |
| F | Avance. |
Opérations
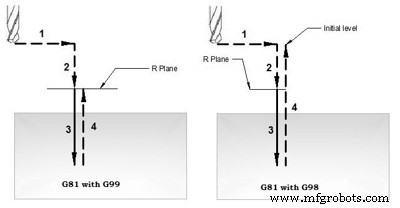
Les opérations du cycle G81 sont
- Positionnement rapide dans le plan sélectionné
- Déplacement rapide jusqu'au point R
- Perçage jusqu'au point Z, avec avance F
- Rétractation
- Si G99, retrait au point R, en vitesse rapide
- Si G98, recul rapide jusqu'au point initial
Exemples de programmation
Programmer une série d'alésages
La programmation d'alésages espacés de 10 mm avec le cycle de perçage NCT G81, ici
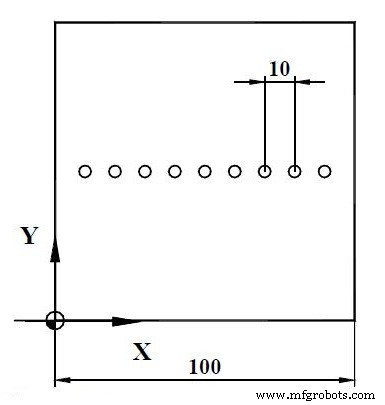
%O7071(7.1) N100 T1 N110 G54 G0 X0 Y50 N120 G43 Z50 H1 N130 S1000 M3 M8 N140 G81 XI10 Y50 R2 Z-10 L9 N150 G80 N160 G0 Z100 N170 M30 %
Exemple de programmation de séries d'alésages
La deuxième série d'alésages est programmée comme un nouveau cycle de perçage, où la taille doit à nouveau être spécifiée par incréments. Étant donné que les deux cycles incluraient l'alésage central, la deuxième série doit être divisée en partie inférieure et supérieure.
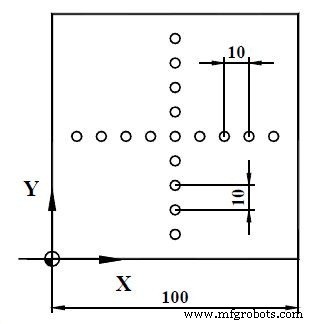
%O7072(7.2) N100 T1 N110 G54 G0 X0 Y50 N120 G43 Z50 H1 N130 S1000 M3 M8 N140 G81 XI10 Y50 R2 Z-10 L9 N150 G80 N160 G0 X50 Y0 N170 G81 X50 YI10 R2 Z-10 L4 N180 G80 N190 G0 X50 Y50 N200 G81 X50 YI10 R2 Z-10 L4 N210 G80 N220 G0 Z100 N230 M30 %
commande numérique par ordinateur
- Cycle de perçage G81 – Répéter le perçage en mode incrémentiel G91 Exemple de code
- G81 Cycle de perçage G83 Perçage avec débourrage avec G98 G99 Exemple de programme
- Exemple de programme de fraisage CNC à cycle pré-programmé de perçage G81
- Exemple de programme de cycle de perçage CNC G81
- Plaque de grille de perçage avec cycle de perçage G81 – Exemple de programme CNC
- Créez votre propre cycle de perçage G81 via la macro Fanuc et l'appel modal G66
- Cycle d'alésage ECS G85
- ECS G81/3 – Cycle de perçage 3 couches
- Cycle de perçage standard ECS G81