


Cycle d'alésage Fanuc G86
Le cycle d'alésage G86 est utilisé pour percer un trou.
Syntaxe
G86 X... Y... Z... R... F... K...
| Paramètre | Description |
|---|---|
| X | Position du trou sur l'axe des x. |
| O | Position du trou sur l'axe y. |
| Z | Profondeur, tapotant du plan R à la profondeur Z. |
| R | Position du plan R. |
| K | Nombre de répétitions du cycle (si nécessaire) . |
| F | Avance. |
Une fois donné dans le programme G86, le cycle d'alésage est répété à chaque mouvement d'axe jusqu'à ce que G80 soit donné dans le programme pour terminer ce cycle.
Utilisation
N150 M6 T2 N160 G90 G00 X60 Y28 Z12 S100 M03 N170 G99 G86 X60 Y28 Z-15 R2 F120 N180 G98 Y12 N190 G91 G80 G28 X0 Y0 Z0 M05 N200 M30
Travailler
Brève description du fonctionnement du cycle d'alésage G86,
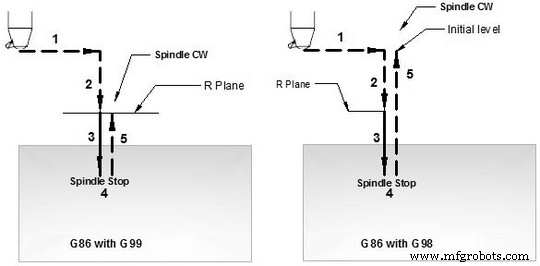
Cycle d'alésage G86 en fonctionnement
1- Déplacement rapide vers la position X, Y.
2- Déplacement rapide vers le plan R.
3- Alésage avec avance du plan R à la profondeur Z.
4- Arrêt de la broche à fond du trou.
5-1- Déplacement rapide vers le plan R (G99) ou le niveau initial (G98)
5-2- Démarrage de la broche dans le sens horaire
Mode G98 G99
Comment se comporte le cycle d'alésage G86 en mode G98 ou G99,
L'outil d'alésage G98 revient au niveau initial
L'outil d'alésage G99 revient au plan R.
Pour un exemple de travail, voir le cycle de perçage G81.
Répéter le perçage
Si la valeur du paramètre K est donnée avec le cycle d'alésage G86, alors l'alésage se répétera le nombre de fois donné avec K. Voir l'exemple du cycle de perçage G81.
commande numérique par ordinateur
- Filetage conique avec cycle de filetage Fanuc G76
- Cycle de rainurage CNC Fanuc G75
- Cycle de répétition de motif CNC Fanuc G73
- Liste des codes Fanuc G
- Cycle de filetage CNC Fanuc G92
- Cycle de rainurage Fanuc G75 format une ligne
- Liste des codes G Fanuc
- ECS G86 Alésage avec cycle d'arrêt de broche
- Cycle d'alésage ECS G85