


Exemple de programme CNC de la série Osai 10
Cet exemple de programme CNC de la série Osai 10 montre comment utiliser la rotation plane (ROT) avec la répétition (RPT) et la programmation paramétrique.
Exemple de programme CNC de la série Osai 10
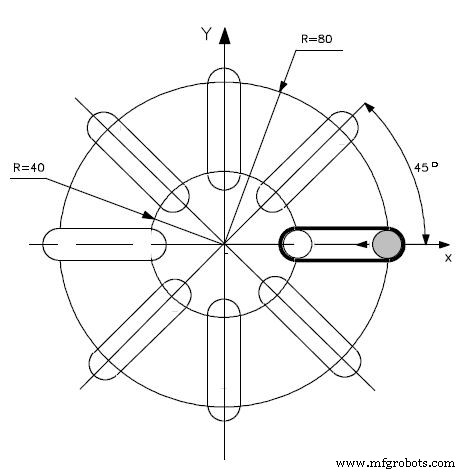
(UGS, X, -100, 100, Y, -100, 100) N148 (DIS, " ...") N149 S1500 T5.5 M6 N150 E25 =0 N151 (RPT, 8) N152 ( ROT, E25) N153 G X40 Y M3 N154 Z0 N155 G29 G1 Z-10 F150 N156 X80 F200 N157 Z-18 F150 N158 X40 N159 G Z0 N160 E25 =E25 + 45 N161 (ERP) N162 (ROT, 0)
commande numérique par ordinateur
- Exemple de programme CNC de cycle de rainurage Fanuc G75
- Exemple de programme CNC Fanuc
- Exemple de programme de cycle de perçage CNC G81
- Exemple de programme CNC de cycle de surfaçage Fanuc G94
- Fraisage de rainures d'un exemple de programme CNC
- Exemple de cycle de taraudage G84 Programme CNC
- Exemple de programmation de fraisage Siemens Sinumerik
- Quincunx a CNC Exemple de programme de contrôleur de découpe plasma
- Arc de fraisage à l'aide d'un exemple de programme CNC G2 I &J