


Sinumerik 840D CYCLE81 Programmation du cycle de centrage de perçage
Pour les machinistes CNC qui travaillent sur les commandes CNC Siemens Sinumerik 840D (et associées), voici un bref article sur le cycle de perçage Sinumerik 840D CYCLE81 (cycle de centrage).
Voici un exemple de programmation cnc Sinumerik 840D Cycle de perçage CYCLE81 Code d'exemple de programmation CNC
Les cycles de perçage sont sans aucun doute l'un des cycles les plus utilisés dans les ateliers de machines à commande numérique.
Pour les machinistes cnc qui travaillent sur des commandes cnc Fanuc et Haas, il existe un cycle de perçage G81 équivalent, lisez Cycle pré-programmé de perçage G81 - Programmation de fraisage CNC.
Format du cycle de centrage de perçage Sinumerik CYCLE81
Sinumerik 840D CYCLE81
CYCLE81 (RTP, RFP, SDIS, DP, DPR)
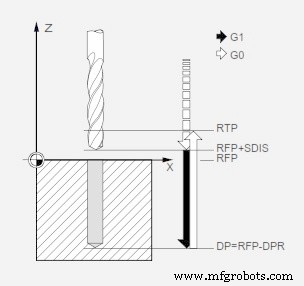
RTP – Plan de retour ou plan de rétraction (absolu)
RFP – Plan de référence (absolu)
SDIS – Distance de sécurité (à saisir sans signe)
DP – Profondeur de perçage finale (absolue)
DPR - Profondeur de perçage finale par rapport au plan de référence (entrer sans signe)
Avec le CYCLE81, l'outil perce à la vitesse de broche et à l'avance programmées jusqu'à la
profondeur de perçage finale spécifiée.
Comme le montre la figure ci-dessus
1 :le foret atteindra rapidement le point de départ (RFP + SDIS).
2 :avec une vitesse d'avance donnée, il terminera la profondeur de perçage finale ou la profondeur du trou (DP).
3 :après avoir terminé la profondeur, l'outil se rétracte rapidement vers le plan de retour (RTP)
Calcul de la profondeur de perçage (DP ou DPR) pour CYCLE81
Voici un point crucial, la profondeur de perçage finale peut être donnée de deux manières
Profondeur absolue (DP) ou Profondeur relative au plan de référence (DPR).
Si vous utilisez la profondeur de perçage finale absolue (DP), il s'agit de la valeur absolue à partir du point zéro de la pièce.
Mais si vous utilisez par rapport à la profondeur du plan de référence (DPR), la profondeur de forage finale sera calculée comme ci-dessous
DPR =Distance du plan de référence (RFP) à la profondeur finale.
commande numérique par ordinateur
- SINUMERIK 840D Programmation de l'utilisation de la boucle WHILE
- Cycle de filetage Siemens Sinumerik 840D CYCLE97
- Programmation CNC Sinumerik 840D
- Tutoriel de programmation CNC du cycle de perçage frontal G74
- Exemple de cycle de perçage avec débourrage G83
- Cycle de perçage Sinumerik 840D CYCLE81 Code d'exemple de programmation CNC
- Cycle de filetage Sinumerik L97
- Ajouter la programmation des dialectes ISO à SinuTrain pour SINUMERIK Operate V4.4 Ed.2
- Siemens Sinumerik CYCLE83 Cycle de perçage profond pour trous profonds