


Cycle de perçage Sinumerik 840D CYCLE81 Code d'exemple de programmation CNC
Exemple de code de programmation CNC qui montre comment un machiniste CNC peut utiliser le cycle de centrage de perçage Siemens Sinumerik 840D CYCLE81.
L'exemple de code ci-dessous montre différentes méthodes de perçage avec le cycle de perçage CYCLE81.
Bref aperçu de SINUMERIK CYCLE81
CYCLE81 (RTP, RFP, SDIS, DP, DPR)
RTP – Plan de retour ou Plan de retrait (absolu)
RFP – Plan de référence (absolu)
SDIS – Distance de sécurité (entrer sans signe)
DP – Profondeur de perçage finale (absolu)
DPR - Profondeur de perçage finale par rapport au plan de référence (entrer sans signe)
Pour une explication détaillée, lisez la programmation du cycle de centrage de perçage Sinumerik 840D CYCLE81.
Ce code de programmation ci-dessous utilise les deux méthodes de spécification de la profondeur de perçage finale absolue (DP) et relative au plan de référence (DPR).
Exemple de programme Sinumerik 840D Drilling Cycke CYCLE81
Exemple de programmation Sinumerik 840D CYCLE81
N10 G0 G90 F200 S300 M3 N20 D1 T3 Z110 N21 M6 N30 X40 Y120 N40 CYCLE81(110, 100, 2, 35) N50 Y30 N60 CYCLE81(110, 102, , 35) N70 G0 G90 F180 S300 M03 N80 X90 N90 CYCLE81(110, 100, 2, , 65) N100 M30
N10 Vitesse, direction et avance du foret, etc.
L'outil N20 est amené au point de départ sur l'axe Z.
N30 Première position du foret X40 Y120.
Le foret N40 atteindra rapidement la position RFP + SDIS 100 + 2
et commencera à forer jusqu'à atteindre DP qui est donné 35
et se rétractera à RTP qui est 110.
N50 Position de forage suivante Y30
Le foret N60 atteindra rapidement la position RFP + SDIS 102 + 0 (car SDIS est omis).
et commencera à forer jusqu'à ce qu'il atteigne DP qui est de 35
et se rétractera jusqu'à RTP qui est 110.
N70 Quelques changements dans l'alimentation.
N80 Position de perçage X90
Le foret N90 atteindra rapidement la position RFP + SDIS 100 + 2
Comme la profondeur de perçage absolue est omise
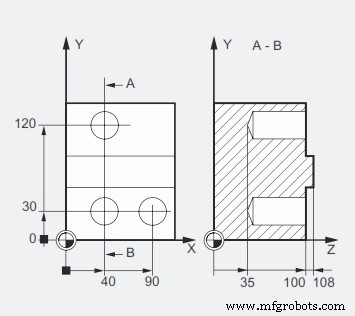
maintenant le contrôle cnc calculera profondeur de perçage finale en utilisant Par rapport à la valeur du point de référence (DPR)
Profondeur de perçage finale (DPR) =Position du plan de référence (RFP) - Position du point de profondeur finale 35 (voir dimension dans l'image ci-dessus)
DPR =100 – 35
DPR =65
commande numérique par ordinateur
- Exemple de programmation CNC de tour
- SINUMERIK 840D Programmation de l'utilisation de la boucle WHILE
- Exemple de programmation CNC G Code G02 Interpolation circulaire dans le sens des aiguilles d'une montre
- Programmation CNC Sinumerik 840D
- Tournage conique avec cycle de tournage modal G90 – Exemple de code CNC
- G90 Cycle de tournage Fanuc – Exemple de code de programme CNC
- Exemple de programmation CNC de rainurage en cycle fixe G75
- Exemple de programmation CNC G92 Cycle de filetage conique
- G71 Code d'exemple de cycle de tournage d'ébauche - Programmation de tour CNC