


Cycle de filetage Siemens Sinumerik 840D CYCLE97
Avec le cycle de filetage Sinumerik 840D CYCLE97, il est possible d'usiner des filetages extérieurs et intérieurs cylindriques et coniques à pas constant en usinage longitudinal ou frontal. Le fil peut être unique ou multiple. Avec plusieurs filetages, les tours de filetage individuels sont usinés les uns après les autres.
L'alimentation est automatique. Vous pouvez sélectionner une avance constante par coupe ou une section
de coupe constante.
Le filetage à droite ou à gauche est déterminé par le sens de rotation de la broche qui
doit être programmé avant le démarrage du cycle.
Ni la vitesse d'avance ni la correction de broche n'ont d'effet sur les blocs de déplacement de filetage. La priorité de la broche ne doit pas être modifiée pendant l'usinage du filetage.
Format Sinumerik CYCLE97
CYCLE97 (PIT, MPIT, SPL, FPL, DM1, DM2, APP, ROP, TDEP, FAL, IANG, NSP, NRC, NID, VARI, NUMT, _VRT)
Explication des paramètres de Sinumerik CYCLE97
Cycle de filetage Siemens Sinumerik 840D CYCLE97
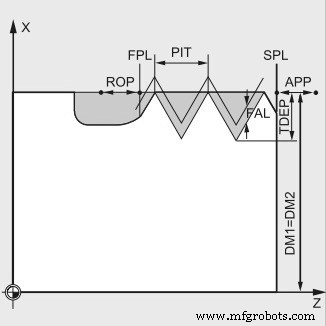
PIT (pas de filetage)
Pas de filetage sous forme de valeur (saisir sans signe). Le pas de filetage est une valeur parallèle à l'axe et est spécifié sans signe.
MPIT (pas de filetage comme taille de filetage)
Pas de filetage comme taille de filetage. Pour produire des filetages cylindriques métriques, il est également possible de spécifier le début du filetage en tant que taille de filetage via le
paramètre MPIT (M3 à M60)
SPL (point de départ du filetage longitudinal)
Point de départ du filetage dans l'axe longitudinal
FPL (Point d'extrémité du filetage Longitudinal)
Point final du filetage dans l'axe longitudinal
DM1 (Diamètre de début de filetage)
Diamètre du filetage au point de départ
DM2 (diamètre d'extrémité de filetage)
Diamètre du filetage au point final
APP (chemin de rodage)
Chemin de rodage (saisir sans signe)
ROP (chemin de sortie)
Chemin de sortie (entrer sans signe)
TDEP (profondeur de filetage)
Profondeur du filetage (saisir sans signe)
FAL (Allocation de finition)
Surépaisseur de finition (entrer sans signe). La surépaisseur de finition FAL est supprimée après l'ébauche en une étape.
IANG (angle d'alimentation)
Angle de passe ("+" pour passe oblique sur le flanc) ("–" pour passe oblique alternée)
Si vous souhaitez introduire à angle droit au sens de coupe dans le filetage, la valeur de ce paramètre doit être définie sur zéro .
En d'autres termes, le paramètre peut également être omis de la liste des paramètres, car dans ce cas, il est automatiquement chargé avec zéro par défaut.
Si vous souhaitez rentrer le long des flancs , la valeur absolue de ce paramètre peut correspondre au maximum à la moitié de l'angle de flanc de l'outil.
NSP (décalage du point de départ)
Décalage du point de départ pour le premier tour de fil (entrer sans signe). Avec ce paramètre, vous pouvez programmer la valeur angulaire qui définit le point de la première coupe du premier début de filetage sur la circonférence de la pièce tournée. Il s'agit d'un décalage de point de départ.
Le paramètre peut prendre des valeurs comprises entre 0,0001 et +359,9999 degrés.
Si aucun décalage de point de départ n'est spécifié ou si le paramètre est omis de la liste des paramètres, le premier tour de filetage commence automatiquement à la marque de zéro degré.
NRC (Nombre de coupes d'ébauche)
Nombre de passes d'ébauche (saisir sans signe)
NID (Nombre de coupes inactives)
Nombre de passes inactives (saisir sans signe)
VARI (Type d'usinage)
Définition du type d'usinage pour le filetage (1 … 4)
Avec le paramètre VARI, vous définissez si l'usinage doit être intérieur ou extérieur .
Avec quelle technologie la passe sera-t-elle usinée lors de l'ébauche ?
Le paramètre VARI peut prendre des valeurs comprises entre 1 et 4 avec la signification suivante :
1 = Avance constante externe
2 = Avance constante interne
3 = Section de coupe constante externe
4 = Section de coupe interne constante
NUMT (Nombre de tours de filetage)
Nombre de tours de filetage (saisir sans signe).
Vous spécifiez le nombre de démarrages de threads pour un thread multiple avec le paramètre NUMT.
Pour un filetage à un tour , le paramètre doit être attribué à zéro ou peut être abandonné complètement dans la liste des paramètres.
Les tours de filetage sont répartis de manière égale sur la circonférence de la pièce tournée ;
le premier tour de filetage est déterminé par le paramètre NSP.
_VRT (Distance de rétraction)
Distance de rétraction variable en fonction du diamètre initial, incrémental (saisir sans signe).
Lorsque _VRT =0 (paramètre non programmé) , le chemin de rétraction est de 1 mm .
Le chemin de rétraction est toujours mesuré selon le système d'unités programmé, pouce ou métrique.
commande numérique par ordinateur
- Conseils de nommage des variables système Sinumerik 840D
- Programmation CNC Sinumerik 840D
- Présentation du panneau de commande Sinumerik 840D
- Cycle de filetage G76 dans un exemple de programmation CNC
- Coupe de filetage extérieur avec cycle de filetage G76 sur CNC Fanuc 21i 18i 16i
- Sinumerik 840D CYCLE81 Programmation du cycle de centrage de perçage
- Manuels Siemens Sinumerik 808D
- Sinumerik 802D sl Filetage CYCLE97 Exemple
- Qu'est-ce que la commande Siemens Sinumerik RET