


Fanuc G15 G16 Fin/Début interpolation des coordonnées polaires
G15 Fin de l'interpolation des coordonnées polaires
G15 Fin de l'interpolation des coordonnées polaires
Programmation
G15
G16 Commencer l'interpolation des coordonnées polaires
G16 Commencer l'interpolation des coordonnées polaires
Programmation
G16
Entre G16 et G15, les points peuvent être définis par des coordonnées polaires.
La sélection du plan dans lequel les coordonnées polaires peuvent être programmées s'effectue avec G17 – G19.
Avec l'adresse du premier axe, le rayon sera programmé,
avec l'adresse du deuxième axe, l'angle sera programmé,
tous deux liés au point zéro de la pièce.
Exemple
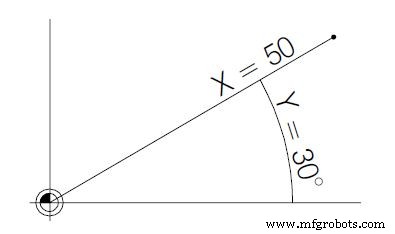
N75 G17 G16 N80 G01 X50 Z30 first axis: radius X=50 second axis: angle Y=30
commande numérique par ordinateur
- Concevoir pour la durabilité :commencez par la fin en tête
- Liste complète des codes G
- Exemple de programme de rotation de coordonnées Fanuc G68
- Rotation des coordonnées Fanuc G68
- Exemple de sous-programme Fanuc
- Commande Fanuc Dwell G04
- Exemple de code G d'interpolation circulaire Fanuc G02
- Fanuc G04 Dwell
- Liste des codes G Fanuc