


Rotation des coordonnées Fanuc G68
Rotation des coordonnées G68
Fanuc G68 Coordinate Rotation G-Code permet aux machinistes cnc d'exécuter facilement un modèle d'opérations dans un angle de rotation.
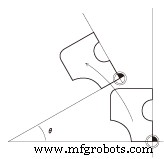
En bref : En désignant un angle de rotation avec G68 dans le programme, l'usinage réel sera effectué sur la coordonnée tournée.
Vous pouvez spécifier le point central (origine) et l'angle de rotation, et tout le modèle d'opération y sera exécuté.
Programmation
G68 X…Y… R…
Paramètres
| Paramètre | Description |
|---|---|
| X,Y | Centre de rotation. |
| R | Angle de rotation (R+ =Anti-horaire). |
Si les valeurs X et Y ne sont pas programmées avec la rotation de coordonnées G68, la position actuelle de l'outil devient le centre du pôle de rotation.
Mode Incrémental G91
Les X, Y et R sont établis en tant que valeurs incrémentielles si G68 est spécifié avec un code G91.
G69 Annuler la rotation des coordonnées
La rotation doit être annulée avec G69 une fois terminée.
Programmation
G69
commande numérique par ordinateur