


Exemple de code G d'interpolation circulaire Fanuc G02
Interpolation Circulaire Fanuc
Les commandes d'interpolation circulaire Fanuc (codes G02, G03 G) sont utilisées pour déplacer un outil le long d'un arc de cercle.
G02 – Interpolation circulaire dans le sens des aiguilles d'une montre.
G03 – Interpolation circulaire dans le sens inverse des aiguilles d'une montre.
Comment programmer une interpolation circulaire ?
Sur les tours CNC avec commande Fanuc, l'interpolation circulaire dans le sens des aiguilles d'une montre (Arc) peut être programmée de la manière suivante.
N10 G02 X Z R or N10 G02 X Z I K
Explication
N10 G02 X Z R
X - Point final de l'arc sur l'axe X
Z - Point final de l'arc sur l'axe Z
R - Rayon de l'arc.
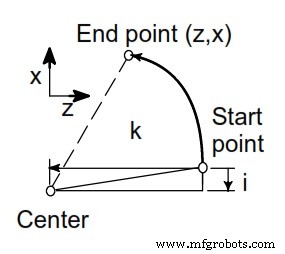
N10 G02 X Z I K
X- Point final de l'arc sur l'axe X.
Z – Point final de l'arc sur l'axe Z.
I – Distance entre le point de départ de l'arc et le point central de l'arc sur l'axe X.
K - Distance entre le point de départ de l'arc et le point central de l'arc sur l'axe Z.
Interpolation Circulaire Fanuc G02
Exemple de code G02 d'interpolation circulaire Fanuc
L'exemple de programme d'interpolation circulaire Fanuc suivant est programmé de plusieurs manières différentes.
Les programmeurs/machinistes CNC peuvent utiliser la méthode G02/G03 X Z R ou la méthode G02/G03 X Z I K si le contrôle le permet.
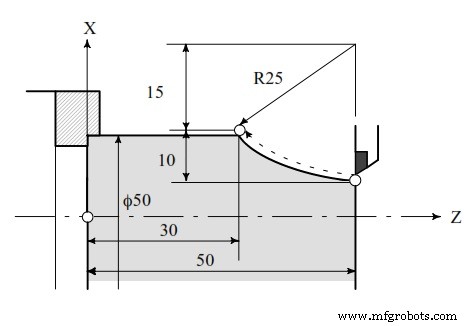
Interpolation Circulaire Fanuc G02 Exemple de Code G
(Programmation diamètre)
G02 X50 Z30 I25 F0.3
G02 U20 W-20 I25 F0.3
G02 X50 Z30 R25 F0.3
G02 U20 W-20 R25 F0.3
commande numérique par ordinateur
- Exemple de programme CNC Fanuc
- CNC Fanuc G33 G32 Filetage G Code
- Liste des codes Fanuc G
- Exemple de programmation de tour CNC Fanuc
- Exemple de programmation CNC G Code G02 Interpolation circulaire dans le sens des aiguilles d'une montre
- Exemple de programme CNC G03 Interpolation circulaire
- G02 G03 Exemple de programme d'interpolation circulaire de code G
- G90 Cycle de tournage Fanuc – Exemple de code de programme CNC
- Didacticiel d'interpolation circulaire CNC G02 G03