


Exemple de programme de tournage intérieur/alésage de tour CNC
Soumis par :programmeur cnc
Résumé
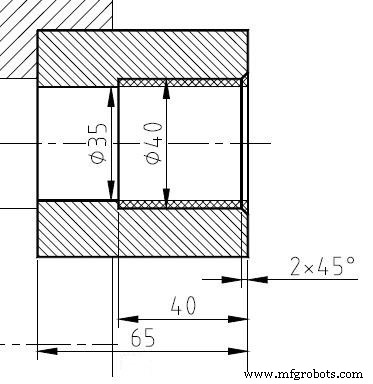
Exemple de programmation CNC qui montre comment un programme simple permet d'aléser un composant déjà percé sur un tour CNC.
Dessin/Image
Programme CNC
O0003; N10 G10 P0 Z-85; N20 T606; N30 G50 S2000; N40 G96 G99 S180 F.2 M4 M8 M200; N50 G0 X44 Z2; N60 G1 Z0; N70 X40 Z-2 F.15; N80 Z-40 F.2; N90 X35; N100 G0 Z5; N110 X200 Z100; N120 M30;
Programme CNC Tournage extérieur avec rayon
Exemple de cycle de perçage latéral Fanuc G87 pour percer 3 TROUS ESPACES DE 120º
commande numérique par ordinateur
- Exemple de programmation CNC de tour
- Exemple de programme CNC Fanuc
- Exemple de programmation de tour CNC
- Exemple de programmation de tour CNC Fanuc
- Exemple de programmation CNC en pouces Programme de tour CNC simple
- G90 Cycle de tournage Fanuc – Exemple de code de programme CNC
- Exemple de programme Sinumerik CYCLE81 Cycle de perçage – Tournage CNC
- G71 Code d'exemple de cycle de tournage d'ébauche - Programmation de tour CNC
- Exemple de programmation d'un centre de tournage CNC