


Tournage de contour à l'aide d'un exemple de tour CNC à cycle de tournage G71
Soumis par :Vikram
Résumé
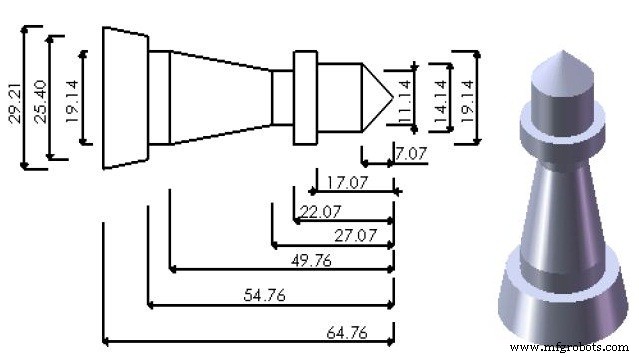
Programme de tour CNC qui usine un composant complet, le profil extérieur complet est tourné à l'aide du cycle de tournage G71, le cycle G71 est utilisé deux fois.
Dessin/Image
Programme CNC
G90 G21 G18 G55; T0400 M06 S2000 M03; G00 Z0.0; X31.0; G01 X30 F60; G71 U0.5R0.2; G71 P2 Q3 ; N2 G01 X0.0; X14.14 Z-7.07; Z-17.07; X19.14; Z-54.76; X25.4; N3 X 29.21 Z-64.76; G00 X 30.0; G28 X0.0; G28 Z0.0; T0800 M06; G56; G00 Z-22.07; X30; G01X19.14; G71 U0.5 R0.2; G71 P4 Q5; N4 G01 X11.14; Z-27.07; N5 X19.14 Z-49.76; G00 X30.0; G28 X0.0; G28 Z0.0; M02;
Exemple de programme d'appel de sous-programme G74 de mise à l'échelle de NUM Mill G77
Tournage de contour à l'aide du programme d'exemple de tour CNC à cycle de surfaçage G72
commande numérique par ordinateur
- Exemple de programmation CNC avec cycle de tournage d'ébauche Fanuc G71 et G70
- Exemple de programmation CNC de tour
- Exemple de programmation de tour CNC
- Exemple de programmation de tour CNC Fanuc
- Tournage conique avec cycle de tournage modal G90 – Exemple de code CNC
- G90 Cycle de tournage Fanuc – Exemple de code de programme CNC
- Exemple de programme Haas G71
- Cycle de Tournage G20 – Tour CNC Fanuc 21 TB
- G71 Code d'exemple de cycle de tournage d'ébauche - Programmation de tour CNC