


Cycle de Tournage G20 – Tour CNC Fanuc 21 TB
Le cycle de tournage longitudinal G20 pour la commande CNC Fanuc 21 TB est un code G modal.
Le cycle de tournage G20 peut également être utilisé pour le tournage droit et le tournage conique.
Le cycle de tournage G20 est facile à programmer et à apprendre.
Le cycle de tournage G20 est utilisé pour le tournage simple, mais plusieurs passes sont possibles en spécifiant l'emplacement sur l'axe X des passes supplémentaires.
Le code de programme cnc ci-dessous montre également une fonctionnalité très puissante du cycle de tournage G20, à savoir qu'un machiniste cnc peut contrôler la profondeur de coupe de chaque passe du cycle de tournage G20, ce qui est impossible à réaliser avec d'autres cycles de tournage pré-programmés comme le cycle de tournage grossier G71. .
Format du cycle de tournage G20 pour le tournage en ligne droite
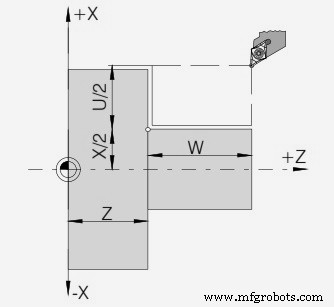
G20 X… Z… F…
ou
G20 U… W… F…
X – Diamètre à couper (absolu).
Z – Point final sur l'axe z (absolu).
F – Avance.
U – Diamètre à couper (incrémental).
W - Point final sur l'axe z (incrémentiel).
Cycle de Tournage G20 – Tour CNC Fanuc 21 TB
Format du cycle de tournage G20 pour le tournage conique
G20 X… Z… R… F…
ou
G20 U… W… R… F…
X – Diamètre à couper (absolu).
Z – Point final dans l'axe z (absolu).
R – Cote de cône incrémentale en X avec direction (+/-)
F – Avance.
U – Diamètre à couper (incrémental).
W – Point final sur l'axe z (incrémental).
Comme les machinistes cnc peuvent utiliser la valeur X ou U pour la valeur de contour, de la même manière Z ou W peuvent être utilisés ou vous pouvez même mélanger les valeurs absolues (X, Z) et incrémentales (U, W).
Exemple de code de programme CNC de cycle de tournage G20
G96 S200 M03 G00 X56.0 Z2.0 G20 X51.0 W-20.0 F0.25 X46.0 X41.0 X36.0 X31.0 X30.0 G00 X100 Z100 M30
Explication du code de programme CNC
Comme vous pouvez le voir dans le code de programme cnc ci-dessus,
L'outil est au point X56 Z2,
La première coupe est faite à X51 et l'outil se déplace W-20 dans l'axe Z.
La deuxième coupe est faite à X46
La troisième coupe est faite à X41
…
La dernière coupe est faite à X30
Fonction Cycle de Tournage G20
Comme si vous étudiiez le code de programme cnc ci-dessus, vous remarquerez que,
1 - avec G20, les valeurs absolues (X51.0) et incrémentales (W-20.0) sont utilisées pour effectuer des coupes.
2 - Si Le code ci-dessus montre également une fonctionnalité très puissante du cycle de tournage G20, à savoir qu'un machiniste cnc peut contrôler la profondeur de coupe de chaque passe du cycle de tournage G20, ce qui est impossible à réaliser avec d'autres cycles de tournage prédéfinis comme le cycle de tournage grossier G71.
Ainsi, vous remarquerez que les cinq premières coupes ont une profondeur de 5 mm, mais que la dernière ne fait que 1 mm de profondeur.
Annulation du cycle de tournage G20
Le cycle de tournage G20 est un code G modal.
Code G "modal" signifiant qu'ils restent en vigueur jusqu'à ce qu'ils soient annulés ou remplacés par un code G contradictoire.
Cela signifie que le cycle de tournage G20 reste actif jusqu'à ce que une autre commande de mouvement est donnée comme G00, G01 etc. Comme dans l'exemple de programme cnc ci-dessus, le code G20 G est annulé avec le code G00 G.
commande numérique par ordinateur
- Le centre de tournage CNC contre le tour CNC
- Qu'est-ce qu'un tour de tournage ?
- Exemple de programmation CNC avec cycle de tournage d'ébauche Fanuc G71 et G70
- Cycle de rainurage CNC Fanuc G75
- Cycle de répétition de motif CNC Fanuc G73
- Liste des codes Fanuc G
- Cycle de filetage CNC Fanuc G92
- Décalage d'outil dans un tour CNC avec commande Fanuc
- G71 Code d'exemple de cycle de tournage d'ébauche - Programmation de tour CNC