


Exercice de tournage CNC avec cycle de tournage G71
Soumis par :Vikram
Résumé
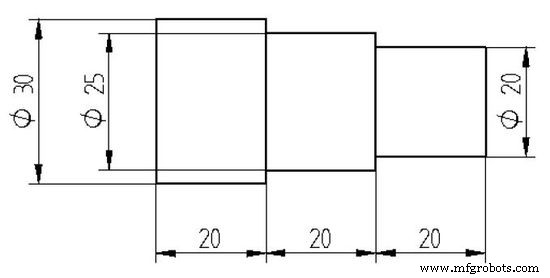
Écrivez un programme ISO pour l'opération de tournage pas à pas du composant illustré sur la figure à l'aide de cycles fixes. Le diamètre de la pièce =30mm
Dessin/Image
Programme CNC
N0 G90 F0.5 S1200 T0101 M03 N10 G00 X30 Z2 N11 G71 U0.5 R0.5 N12 G71 P30 Q80 U0.05 W0.05 N30 G01 X20 Z0 N40 G01 X20 Z-20 N50 G01 X25 Z-20 N60 G01 X25 Z-40 N70 G01 X30 Z-40 N80 G01 X30 Z-60 N100 G28 U0 W0 N110 M05 M30
Exercice du programme de tour CNC pour débutants Cycle de tournage G71
Exercice du programme de fraisage CNC Fraisage latéral Perçage Rainurage
commande numérique par ordinateur
- Exemple de programme CNC de cycle de répétition de motif CNC Fanuc G73
- Exemple de programmation CNC avec cycle de tournage d'ébauche Fanuc G71 et G70
- Tournage conique avec cycle de tournage modal G90 – Exemple de code CNC
- G90 Cycle de tournage Fanuc – Exemple de code de programme CNC
- Cycle de tournage G90
- G71 Cycle de tournage d'ébauche Format sur une ligne
- Cycle de Tournage G20 – Tour CNC Fanuc 21 TB
- G71 Cycle d'ébauche longitudinale Exemple de programmation de base CNC Mazak
- G71 Code d'exemple de cycle de tournage d'ébauche - Programmation de tour CNC