


Exercice du programme de fraisage CNC Fraisage latéral Perçage Rainurage
Soumis par :BEATA
Résumé
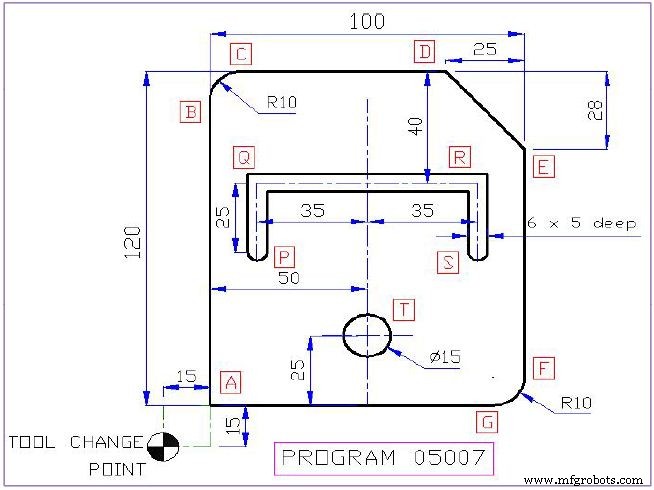
Q. Écrivez un programme de pièce CNC pour la figure illustrée
Pour le fraisage latéral, prenez une vitesse de 1200 tr/min et une avance de 100 mm/min
Pour le perçage de trous, prenez une vitesse de 1200 tr/min et une avance de 80 mm/min
Pour le fraisage de rainures, prenez une vitesse de 1200 tr/min et une avance de 120 mm/min
Prendre un diamètre de trou de 15 mm
Utiliser un système de coordonnées absolu.
Solution :
Séquence de fonctionnement :
1 Définir le point de référence, le système de coordonnées, l'outil, donner la valeur d'avance et de vitesse
2 Définir la fraise pour la compensation de rayon à gauche
3 Définir l'outil en A, démarrer la broche et abandonner avance (direction -Z)
4 poursuivre la coupe du fraisage latéral et arrêter la broche en A
5 déplacer l'outil au point de référence et régler l'outil pour la coupe de fente
6 déplacer l'outil vers P, démarrer la broche et abaisser l'avance
7 Poursuivre la coupe du rainurage et arrêter la broche en S
8 Déplacer l'outil au point de référence et régler l'outil pour le perçage
9 Déplacer l'outil sur P, démarrer le broche et effectuer une coupe à pleine profondeur
10 Déplacer l'outil vers le haut et arrêter la broche.
11 Ramener l'outil au point de référence.
12 Fin du programme
Dessin/Image
Programme CNC
05007 N001 G71 G90 (Set dimension type mm, set absolute co-ordinate system) N002 G92 X-15.0 Y-15.0 Z0.0 T01 F100 S1200 (Set reference point -15, -15, 0. Tool T01 side milling tool. Feed 100mm/rev, spindle speed 1200 rpm) N003 G41 G00 X0.0 Y0.0 Z2.0 (Cutter radius compensation left ON, move the tool at A & give clearance of 2mm before starting spindle rotation) N004 G01 Z-15.0 M03 (Start the spindle. Move tool down i.e. at Z direction for cut with feed here M03 will execute first) N005 G01 X0.0 Y110.0 (Go to B linearly) N006 G02 X10.0 Y120.0 R10.0 (Go to C with clockwise circular interpolation with radius = 10) N007 G01 X75.0 (Go to D linearly) N008 G01 X100.0 Y92.0 (Go to E linearly) N009 G01 Y10.0 (Go to F linearly) N010 G02 X90.0 Y0.0 R10.0 (Go to G with clockwise circular interpolation with radius = 10) N011 G01 X0.0 (Go to A linearly) N012 Z2.0 M05 (Go up 2mm in Z direction for clearance. Stop spindle rotation here M05 will execute last.) N013 G40 G00 X-15.0 Y-15.0 (Cutter radius compensation OFF. Move tool to reference set point.) N014 M06 T02 F120 (Change the tool & use tool T02 - here for slot mill tool with dia 6mm. Set feed as 120mm/rev.) N015 G00 X15.0 Y55.0 (Move tool to 'P' rapidly.) N016 G01 Z-5.0 M03 (Start the spindle. Move tool 5mm down i.e. at Z direction for cut with feed - here M03 will execute first) N017 Y80.0 (Go to Q linearly.) N018 X85.0 (Go to R linearly.) N019 Y80.0 (Go to S linearly.) N020 Z2.0 M05 (Go up 2mm in Z direction for clearance. Stop spindle rotation - here M05 will execute last.) N021 G00 X-15.0 Y-15.0 (Move tool to reference set point.) N022 M06 T03 F80 (Change the tool & use tool T03 - here for drill bit with dia 15mm. Set feed as 80mm/rev.) N023 G00 X50.0 Y25.0 (Move tool to 'T') N024 G01 Z-20.0 M03 (Go down 20mm for assuring full depth of hole.) N024 Z2.0 M05 (Go up 2mm in Z direction for clearance. Stop spindle rotation - here M05 will execute last.) N025 G00 X-15.0 Y-15.0 (Move tool to reference set point.) N026 M30 (Stop the program)
commande numérique par ordinateur
- Comment utiliser une fraiseuse CNC ?
- Guide de dépannage de la fraise en bout et du fraisage
- Stratégie de fraisage CNC d'enlèvement de matière en vrac
- Comment garantir l'exactitude et la précision dans le fraisage CNC
- Fraiseuse verticale CNC
- Besoin d'une fraiseuse CNC ?
- Exemple de programme de fraisage CNC à cycle pré-programmé de perçage G81
- Exemple de programme de cycle de perçage CNC G81
- Remplissez l'exercice de fraisage de programmation CNC en blanc