


Tournage extérieur avec cycle de répétition de modèle G73 Exemple de programme de tour CNC
Soumis par :Vikram
Résumé
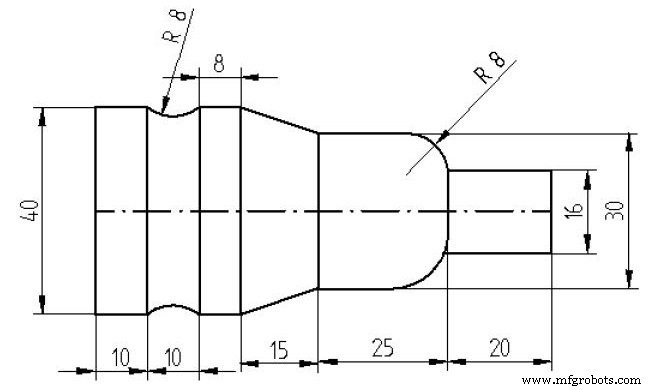
Écrivez le programme de tour CNC pour une machine contrôlée par FANUC en utilisant des codes de sous-programme. Prenez le diamètre de la pièce à usiner =40 mm, profondeur de coupe =0,5 mm, vitesse =1200 tr/min. Assumer le flux et les autres données de manière appropriée.
Dessin/Image
Programme CNC
Main Program: N0 G90 F0.2 S1200 T0101 M04 N10 G00 X42 Z2 N30 M98 P12000 (call subprog O2000 once) N130 G28 U0 W0 N140 M05 M30 Subprogram: O2000; N30 G73 U12 R24 N40 G73 P50 Q120 U0.05 W0.05 N50 G01 X16 Z0 N60 G01 X16 Z-20 N70 G03 X30 Z-28 R8 N71 G01 X30 Z-45 N80 G01 X40 Z-60 N90 G01 X40 Z-68 N100 G02 X40 Z-78 R8 N110 G01 X40 Z-88 N120 G01 X50 Z2 N121 M99
Fanuc G76 Filetage à gauche G75 Exemple de rainurage Tour CNC
Usinage de composants de tour CNC avec cycles G73 G76
commande numérique par ordinateur
- Exemple de programme CNC de cycle de répétition de motif CNC Fanuc G73
- Exemple de programme CNC Fanuc
- Cycle de répétition de motif CNC Fanuc G73
- Exemple de programmation de tour CNC
- Fanuc G21 Mesure en millimètres avec un exemple de programmation de tour CNC
- Exemple de programmation CNC en pouces Programme de tour CNC simple
- Tournage conique avec cycle de tournage modal G90 – Exemple de code CNC
- G90 Cycle de tournage Fanuc – Exemple de code de programme CNC
- G71 Code d'exemple de cycle de tournage d'ébauche - Programmation de tour CNC