


Cycle de filetage Haas G76 à passes multiples
Le cycle de filetage Haas G76 peut être utilisé pour les filetages externes, les filetages internes, les filetages droits, les filetages coniques.
Avec le cycle de filetage Haas G76, un programmeur peut facilement commander plusieurs passes de coupe sur la longueur du filetage.
La nature de la charge et de l'usure de l'outil peut être contrôlée à l'aide du code P. Le code P peut spécifier de quel côté l'outil
coupe et il peut spécifier la quantité de matériau à couper.
Applications du cycle de filetage Haas G76
Le cycle de filetage Hass G76 peut être utilisé pour,
- Filetage interne (coupe du filetage intérieur).
- Filetage externe (coupe du filetage O.D.).
- Enfilage droit.
- Filetage conique.
Cycle de filetage Haas G76
Format du cycle de filetage Haas G76
G76 X(U) Z(W) K D A F(E) I P Q
Paramètres
X – Emplacement absolu sur l'axe X, diamètre de profondeur de filetage maximal (facultatif).
Z – Emplacement absolu sur l'axe Z, longueur maximale du filetage (facultatif).
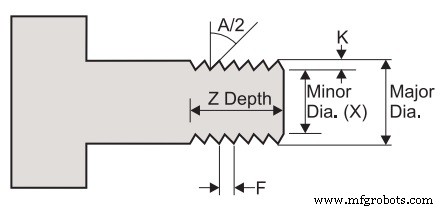
K – Hauteur du filetage, définit la profondeur du filetage, la mesure du rayon .
D – Profondeur de coupe de la première passe.
A – Angle du nez de l'outil (valeur :0 à 120 degrés).
F(E) – Vitesse d'avance, le pas du filet.
U – Distance incrémentielle sur l'axe X, départ jusqu'au diamètre de profondeur de filetage maximum (facultatif).
W – Distance incrémentielle sur l'axe Z, départ jusqu'à la longueur maximale du filetage (facultatif).
I – Quantité de cône de filetage, rayon mesurer (facultatif).
P – Coupe d'arête unique (charge constante) (facultatif).
Q – Angle de départ du filetage (ne pas utiliser de point décimal) (facultatif).
Paramètres de l'appareil
Réglage 95 – Taille de chanfrein de filetage.
Réglage 96 – Angle de chanfrein de filetage.
Réglage 86 – Allocation de finition de filetage.
Code M
M23 – Chanfrein activé
M24 – Chanfrein désactivé
Explications des paramètres du cycle de filetage Haas G76
K -Hauteur du filetage
La hauteur du filetage est définie comme la distance entre la crête du filetage et la racine du filetage.
La profondeur de filetage calculée (K) sera la valeur de K moins la surépaisseur de finition (Réglage 86, Thread Finish Allowance) correspond à ce montant.
D - Profondeur de coupe de la première passe
La profondeur de la première coupe à travers le filetage est spécifiée en D. La profondeur de la dernière coupe à travers le filetage peut être contrôlée avec le réglage 86.
Chanfrein de filetage
À la fin du filetage, un chanfrein optionnel est exécuté.
La taille et l'angle du chanfrein sont contrôlés avec le réglage 95 (taille du chanfrein du filetage) et le réglage 96 (angle du chanfrein du filetage).
P – Coupe d'un seul bord (charge constante) (facultatif)
Quatre options pour le filetage multiple G76 sont disponibles
- P1 :Coupe d'un seul bord, quantité de coupe constante
- P2 :Coupe à double tranchant, quantité de coupe constante
- P3 :coupe à un seul bord, profondeur de coupe constante
- P4 :coupe à double tranchant, profondeur de coupe constante
commande numérique par ordinateur
- Cycle de filetage G76 – Au-delà des bases
- Cycle de filetage CNC Fanuc G76
- Filetage conique avec cycle de filetage Fanuc G76
- Cycle de filetage Fanuc G76 pour les nuls
- Cycle de filetage CNC Fanuc G92
- Cycle de filetage G76 format une ligne pour Fanuc 10/11/15T
- Filetage conique avec cycle de filetage G92
- Cycle pré-programmé de filetage Mach3 Turn G76
- Comment contrôler entièrement le nombre de cycles de filetage G76 et la profondeur de coupe expliqués