


Cycle de taraudage inversé Okuma G74
Cycle de taraudage inversé Okuma G74
G74 Cycle de taraudage inversé
Programmation
G74 X__Y__Z__R__P__Q__F__
Paramètres
| Paramètre | Description |
|---|---|
| X,Y | Valeurs des coordonnées de la position du trou |
| Z | Niveau inférieur du trou En mode G90 : Position dans le système de coordonnées sélectionné En mode G91 : Distance du point R niveau |
| R | Niveau du point R |
| P | Temps de séjour au fond du trou |
| Q | Temps de séjour au niveau du point R |
| F | Avance |
Séquence d'usinage
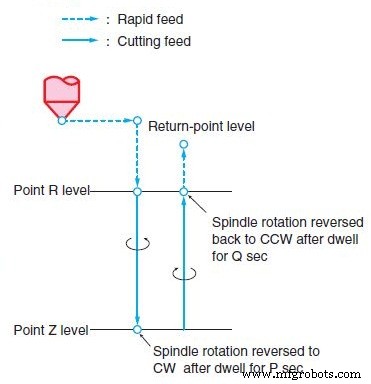
(1) Positionnement le long des axes X et Y à une vitesse d'avance rapide
(2) Positionnement au niveau du point R à une vitesse d'avance rapide
(3) Taraudage au niveau du point Z à la coupe spécifiée vitesse d'avance avec la broche tournant dans le sens CCW.
(4) Arrêt au niveau du point Z pendant P secondes, puis inversion du sens de rotation de la broche dans le sens CW.
(5) Retour au point Niveau R à une vitesse d'avance de coupe
(6) Arrêt au niveau du point R pendant Q secondes, puis inversion du sens de rotation de la broche vers le sens CCW.
(7) Retour au niveau du point de retour à une vitesse d'avance rapide.
Détails
- Dwell n'est pas exécuté si une valeur P et/ou Q n'est pas spécifiée. Les unités des valeurs P et Q sont les mêmes que celles utilisées pour la commande dwell du mode G04.
- Un remplacement d'alimentation est ignoré pendant l'opération de taraudage inverse.
- Si le bouton SLIDE HOLD est enfoncé pendant le retour du niveau du point Z au niveau du point R, le cycle s'arrête après que le niveau du point R est atteint.
- Si le positionnement au point de taraudage suivant est exécuté au niveau du point R après le début de la rotation de la broche dans le sens inverse des aiguilles d'une montre mais avant que l'outil de taraudage ne soit complètement désengagé de la pièce, entrez une pause à ce niveau en spécifiant Q.
- La correction de vitesse d'avance de coupe et la valeur de correction de vitesse de broche sont fixées à 100 %. Un remplacement d'alimentation rapide peut être défini.
commande numérique par ordinateur
- Fraisage de filetage vs taraudage
- Qu'est-ce que l'ingénierie inverse ?
- Perçage au tour CNC simple avec cycle de perçage Peck Fanuc G74
- Cycle de tournage G90
- Tutoriel de programmation CNC du cycle de perçage frontal G74
- Cycle de taraudage rigide Fanuc G84
- G74 Cycle de taraudage à gauche ou Cycle de taraudage inverse
- Exemple de cycle de taraudage G84 Programme CNC
- Cycle de taraudage ECS G84