


Cycle d'alésage fin Okuma G76
Cycle d'alésage fin Okuma G76
Cycle d'alésage fin G76
Programmation
G76 X__Y__Z__R__Q__(I__J__) P__F__
Paramètres
| Paramètre | Description |
|---|---|
| X,Y | Valeurs des coordonnées de la position du trou |
| Z | Niveau bas du trou |
| R | Niveau du point R |
| Q | Montant du décalage (Voir l'explication ci-dessous.) |
| Je,J | Montant du décalage (Voir l'explication ci-dessous.) |
| P | Temps de séjour au fond du trou |
| F | Avance |
Séquence d'usinage
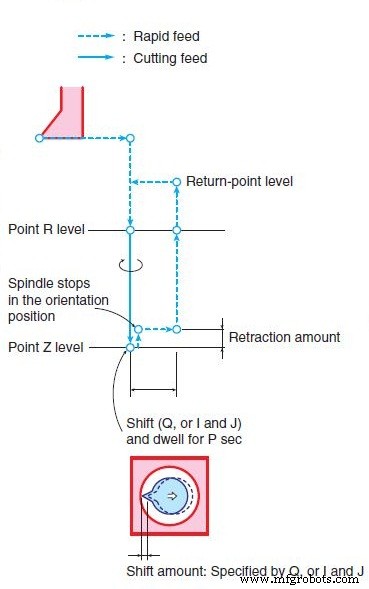
(1) Positionnement le long des axes X et Y à une vitesse d'avance rapide
(2) Positionnement au niveau du point R à une vitesse d'avance rapide
(3) Alésage au niveau du point Z à la coupe spécifiée vitesse d'avance avec la broche tournant dans le sens avant
(4) Attente au niveau du point Z pendant P secondes, reculant de la quantité définie dans SHIFT DIRECTION AND AXIS IN G76, G87 du paramètre optionnel CN (FIXED CYCLE), puis butée de broche en position d'orientation. Après cela, l'outil se décale de la quantité de décalage, Q, dans la direction dans laquelle le foret s'éloigne de la surface intérieure de la pièce usinée.
(5) Retour au niveau du point de retour à une vitesse d'avance rapide
( 6) L'outil recule dans le sens du bit de la quantité de décalage, Q, puis la broche commence à tourner dans le sens des aiguilles d'une montre.
Détails
Quantité de retrait au niveau du point Z
La quantité de retrait de l'axe Z vers le haut à partir du niveau du point Z est définie dans SHIFT DIRECTION AND AXIS IN G76, G87 du paramètre optionnel CN (FIXED CYCLE).
Montant du décalage
un . Q est utilisé pour spécifier la quantité de décalage si l'axe du cycle est fixé comme axe Z par le réglage de SENS DE DECALAGE ET AXE DANS G76, G87 du paramètre optionnel CN (CYCLE FIXE). La valeur définie doit toujours être positive. La direction du mouvement de décalage, +X, -X, +Y ou -Y, doit être définie à l'aide d'un paramètre au préalable. Notez qu'une valeur Q est une donnée modale et que l'adresse Q est également utilisée dans les cycles G73 et G83. Une valeur Q est prioritaire sur les valeurs I et J.
b . I et J sont utilisés pour spécifier la quantité de décalage lorsque le plan est sélectionné à l'aide de G17, G18 ou G19. La relation entre le plan de sélection du code G et les adresses à utiliser est indiquée ci-dessous.
G17 I, J
G18 K, I
G19 J, K
Pour les adresses I, J et K, toutes les valeurs sont définies comme des valeurs incrémentielles. Le sens de décalage est toujours défini dans le système de coordonnées de la machine.
c . Si la quantité de décalage n'est pas spécifiée par Q, ou I et J, une alarme se déclenche.
commande numérique par ordinateur
- Cycle de filetage CNC Fanuc G76
- Filetage conique avec cycle de filetage Fanuc G76
- Contrôle de l'angle d'alimentation du filetage avec le cycle de filetage Fanuc G76
- Cycle de filetage Fanuc G76 pour les nuls
- Cycle pré-programmé de filetage Mach3 Turn G76
- ECS G89 Alésage avec cycle de temporisation
- ECS G87 Alésage avec cycle de rétraction
- ECS G86 Alésage avec cycle d'arrêt de broche
- Cycle d'alésage ECS G85