


Cycle de taraudage ECS G84
Taraudage ECS G84
Ce cycle est utilisé pour tarauder lorsque la broche de la fraiseuse n'est pas équipée d'un capteur de position. Dans ce cas, il est conseillé d'utiliser également un robinet avec un compensateur mécanique. Il faut aussi vérifier que :
Avance programmée [mm/min] =Vitesse programmée [tr/min] * Pas de taraudage [mm]
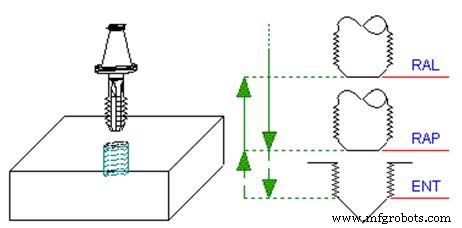
Remarque : Le mouvement de retour entre ENT et RAP se fait à l'avance de travail en inversant le sens de rotation de la broche.
Le cycle Data Entry est activé, dans les modes MDI et Edit, par cette séquence de touches :

Programmation
G84 <ENT=..> <RAP=..> <RAL=..>
Paramètres
| Paramètre | Description |
|---|---|
| ENT | Devis de profondeur atteint au niveau du flux de travail |
| RAP | Devis atteint en rapide en début de cycle |
| RAL | Devis de retour atteint rapidement |
Cycle d'alésage ECS G85
Perçage profond ECS G83/r avec temporisation pour le cycle de bris de copeaux
commande numérique par ordinateur
- Taraudage de trous profonds avec bris de copeaux ou taraudage par perçage sur CNC Haas
- ECS G89 Alésage avec cycle de temporisation
- ECS G87 Alésage avec cycle de rétraction
- ECS G86 Alésage avec cycle d'arrêt de broche
- Cycle d'alésage ECS G85
- Perçage profond ECS G83/r avec temporisation pour le cycle de bris de copeaux
- ECS G83 Forage profond avec cycle de dégagement
- Perçage ECS G82 avec temporisation pour le cycle de bris de copeaux
- ECS G81/3 – Cycle de perçage 3 couches